
ABSTRACT
Strength properties of paper are of great significance in terms of its mechanical performance and are attributed to cellulosic fibers. When filler is used in papermaking, the cost and strength properties get reduced but optical properties are improved. So far, modification of fillers using chitosan (CH) is not explored in such a way that all aspects of wet-end of papermaking get covered. The novelty lies in showing the effect of CH as filler modifier at various doses on different fillers and the wet-end application of modified fillers at different doses along with other additives used in papermaking. The impact of addition of modified fillers on end paper properties is also analyzed. Here, CH was applied to modify fillers characteristics so that the ash in paper can be increased without compromising the strength properties. Three different doses (0.25%, 0.50% and 1.00%) of CH were added to the fillers. The addition of modified fillers to bleached mixed hardwood (BMHW) pulp increased the filler retention in paper while the reduction in strength properties was found to be less and in some properties even an increase was observed. The particle size distributions of fillers were found to be affected after modification of fillers.
GRAPHICAL ABSTRACT
摘要
纸的强度性能在其机械性能方面具有重要意义,并归因于纤维素纤维. 当填料用于造纸时,成本和强度性能得到降低,但光学性能得到改善. 到目前为止,壳聚糖(CH)对填料的改性还没有以覆盖造纸湿端各个方面的方式进行探索. 新颖之处在于展示了CH作为填料改性剂在不同剂量下对不同填料的影响,以及不同剂量改性填料与造纸中使用的其他添加剂在湿端的应用. 分析了改性填料的加入对端纸性能的影响. 在这里,CH被用于改变填料的特性,以便在不影响强度性能的情况下增加纸中的灰分. 向填料中加入三种不同剂量(0.25%、0.50%和1.00%)的CH. 在漂白混合硬木(BMHW)纸浆中添加改性填料增加了填料在纸中的保留率,同时发现强度性能的降低较少,在某些性能中甚至观察到了增加. 填料改性后,填料的粒径分布受到影响.
Introduction
The papermaking process has grown with time and witnessed many changes. To replace some fraction of the pulp, paper industry soon came up with the idea of filler addition during papermaking to reduce the cost involved in the manufacturing process. Different fillers like kaolin, talc, ground/precipitated calcium carbonate (GCC/PCC), etc., are used in the paper industry (Cao et al. Citation2011; Shen and Qian Citation2012; Yu et al. Citation2013; Zhao et al. Citation2008). But, several problems are associated with the addition of different fillers in wet-end of papermaking like decreased paper strength because of poor bonding, wastage of filler due to incomplete filler retention and requirement of internal sizing and optimization of sizing agent dose (Chauhan and Bhardwaj Citation2014a, Cho, Garnier and Paradis Citation2001; Dong et al. Citation2008; Shen et al. Citation2009; Yu et al. Citation2013). When the filler content in paper is increased, the strength of paper gets decreased because the fiber-fiber bonding is reduced due to the inorganic nature of the fillers (Chauhan and Bhardwaj Citation2015; Ibrahim et al. Citation2009). Papermaking process especially of writing and printing grade follows the above mentioned trend. Addition of filler to paper also has different positive impacts on optical properties, e.g. brightness/whiteness/opacity, formation, etc. Besides, cost of the filler is lesser than the cellulosic fiber and at the same time shortage of cellulosic fiber is a challenge. Therefore, now the challenge is to have high filler content in paper without compromising with its strength. As the environment sustainability has become an important criterion, the methods should be novel and ensure product safety and sustainability. Chitosan (CH), a biodegradable polymer was thus explored as a sustainable solution to increase the ash of paper along with maintaining/improving strength properties of paper.
Several research groups reported the studies where the filler was treated with different polymers (synthetic and natural) that improved filler retention during papermaking process (Chauhan and Bhardwaj Citation2015; Gamelas, Lourenco, and Ferreira Citation2011; Yu et al. Citation2013). Modification with starch has been widely done by different researchers on different fillers either by pretreatment or preflocculation or modification or encapsulation (Chauhan and Bhardwaj Citation2014a; Chauhan and Bhardwaj Citation2014b; Chauhan and Bhardwaj Citation2015; Sang, McQuaid, and Englezos Citation2012; Yan et al. Citation2005). Modification of fillers for papermaking has not been only done with starch alone but also (in combination of starch) with other chemicals like sodium oleate, alum, sodium stearate, sodium hydroxide, hydrogen chloride, latex, etc. (Fan et al. Citation2012, Jing et al., 2008; Shen et al. Citation2009; Wang et al. Citation2008). Besides, a lot of research work has been done on CH alone and in combination with other chemicals for application in papermaking as a strength additive. Other properties, e.g. barrier and surface properties, were also found to be improved after CH application at wet-end of papermaking, surface sizing and coating (Bhardwaj, Bhardwaj, and Negi Citation2017, Bhardwaj, Bhardwaj and Negi Citation2019a; Bhardwaj, Bhardwaj and Negi Citation2019b; Sabazoodkhiz, Rahmaninia, and Ramezani Citation2017; Vikele et al. Citation2017; Bhardwaj, Bhardwaj, and Negi Citation2020; Tanpichai et al. Citation2020; Bhardwaj, Bhardwaj, and Negi Citation2021; Bhardwaj et al. Citation2023). Modification of filler in papermaking by using CH is not explored extensively and a few reports are currently available in this area (Chen et al. Citation2014; Ghosh, Sharma, and Tandon Citation2020; Shen et al. Citation2008, Citation2009; Yu et al. Citation2013)
CH is the second most available polysaccharide next to cellulose. CH is a biodegradable, non toxic, antibacterial material, and a promising renewable resource. Waste management is also a part of the CH production. CH as a cationic strength additive has been found effective in papermaking since it increases the hydrogen bonding in fibrous network (Bhardwaj, Bhardwaj and Negi Citation2019a).
Therefore, in filler modification also it is expected to show promising results because when fillers will enter into the papermaking system along with CH, retention will be more and particle size may also be increased. CH being cationic interacts well with anionic cellulosic fibers and if on surface it interacts with filler, the bonding of filler with cellulosic fiber will increase which will ultimately increase the retention (Ghosh, Sharma, and Tandon Citation2020).
The use of CH for filler modification and later adding that modified filler (GCC and PCC) to the wet-end of papermaking is a new approach followed in the present study. Thus, the focus is to explore the potential of CH as a filler modifier. Modified filler retention is expected to be more and at the same time the mechanical properties of the paper should not decrease much due to strengthening effect of CH. If improved strength properties are attained with high ash using CH modified filler then it will provide cost benefit to the papermakers in an environment-friendly fashion. Thus, in the present study the effect of using modified fillers (modified using CH) during papermaking on paper properties was studied.
Materials and methods
Materials
GCC (filler) and bleached mixed hardwood pulp (BMHW) were gifted by an integrated pulp and paper mill in North India. PCC filler was donated by Gulshan India, New Delhi. Wet-end chemicals were collected from different suppliers as follows: Sood Resins and Polymers, Himachal Pradesh, provided alkyl ketene dimer (AKD), Bharat Starch Industries Limited, Yamuna Nagar provided cationic starch (0.020–0.025 degree of substitution). Polyamine-based cationic fixing agent (CFA) and polyacrylamide-based cationic retention aid (CPAM) used in the present study were provided by BASF Chemicals Ltd. CFA used presently was of low molecular weight while CPAM had medium to high molecular weight. Chitosan (CH) of 85% deacetylation degree (DD) was obtained from a chemical manufacturer in the South India in form of flakes.
Characterization of pulp, wet-end chemicals and preparation of wet-end chemicals
The charge demand of pulp slurry of different experimental sets and other wet-end chemicals was measured using Mutek PCD 03 pH instrument. The TAPPI T 227 was used to analyze Schopper Riegler (ºSR) of the pulp. The drainage time for different volumes of the pulp slurry was observed using modified Schopper Riegler tester (Litchfield, E., Citation1994). Pulp was refined in PFI mill (Hamjern Maskin A/S Hamar Norway; PFI mill no. 616) following TAPPI T 248.
The moisture and ash content of CH were determined at 105 ± 2°C for 24 hours and 650°C for 3 hours, respectively. The molecular weight (Mw) was measured using BI-200SM goniometer (Brookhaven Instruments) by static light scattering method as described previously (Bano and Negi Citation2017). The moisture and ash content of cationic starch were determined as per IS: 4706 (part II). The brightness (ISO%) and whiteness of fillers were analyzed according to Scan P 89:03. Particle size distribution of fillers was evaluated by laser scattering technique using Horiba particle size analyzer. The viscosity of all the chemicals was measured using viscometer (Brookfield Engineering Labs. Inc., Brookfield DV-II+ Pro Code: RTP 6,519,525) at 100 rpm. CH solution of 1% (w/v) was prepared by taking 5 g (oven dry) CH flakes and adding them to 1% acetic acid solution which was under continuous stirring for 12 h using a magnetic stirrer. To cationic starch slurry of 1% (w/v) in water was cooked in a water bath at 95°C under continuous mild stirring. The slurry was then kept at 95°C for half an hour and cooled at ambient temperature prior to use. AKD emulsion was diluted to 1% solids by addition of water before its use at wet-end of papermaking. CFA solution of 0.1% concentration was prepared in water. 1 g of the liquid CFA was weighed and it was made up to 1 L using water. CPAM solution of 0.1% (w/v) was prepared in water by gradual addition of the granules in lukewarm water (40–45°C) with continuous mild stirring of about 400 rpm for 30 min.
Modification of fillers (GCC and PCC) using CH
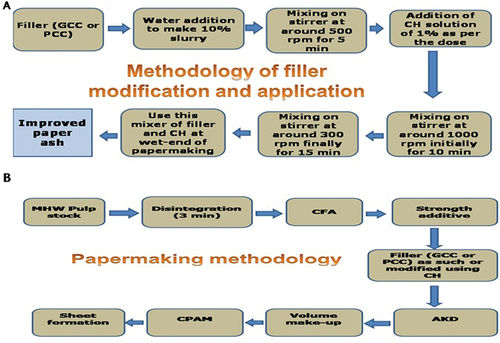
Modification of both fillers was done using CH as per the process shown in . CH solution of 1% was diluted further using water as per the required doses like 0.25%, 0.50% and 1.00% (with respect to filler) for the addition to the fillers. The prepared CH solution was added directly to the filler slurry.
Figure 1. A schematic presentation of (a) methodology of filler modification and its application and (b) papermaking methodology.

Preparation of handsheets using BMHW, other wet-end additives with unmodified and modified fillers
Total of 12 experimental sets were prepared of refined BMHW pulp with addition of different wet-end chemicals under continuous stirring in the following sequence: CFA-200 g/t, strength additive i.e. cationic starch, AKD-1 kg/t, filler (GCC or PCC or modified GCC or modified PCC) at different doses. Filtered water was used to make pulp slurry of 0.3–0.4% consistency. Finally, retention aid (200 g/t) was added to the pulp slurry as shown in . Different sets were named based on the type of filler, filler dose and CH dose in filler as shown in . Mostly, paper mills are making paper with an ash content of 20%. Initially the study was done using GCC filler with an aim to reach the 20% ash content in paper using fewer amount of filler at wet-end of papermaking. Based on the good results achieved for GCC filler another study was planned to replicate the results in PCC filler. Characterization of GCC and PCC filler revealed that mean particle size of PCC was more than that of GCC. Therefore, the wet-end addition dose of GCC filler was taken on higher side than that of PCC filler. There were two control sets for each of the filler. First control set of both unmodified fillers PCC (P340CH0) and GCC (G380CH0) were made at dose (on o.d. pulp basis) of 340 ± 10 kg/t and 380 ± 10 kg/t, respectively. Same dose of respective GCC and PCC modified fillers was added in wet-end to compare the impact of modified and unmodified filler on properties at same initial dose. Second control set was made at higher doses of unmodified fillers i.e. GCC at 450 ± 10 kg/t (G450CH0) and PCC filler at 440 ± 10 kg/t (P440CH0) so as to compare the properties obtained with using modified fillers at almost same ash level. At high filler dose of 450 ± 10 kg/t, modified GCC filler was evaluated to finally encounter the effect of modification by CH treatment at same filler dose. The dose of CH addition was taken as 0.5% and 1.0% of filler only because the effect of filler retention was more at these levels when GCC dose was kept at level 380 ± 10 kg/t.
Table 1. Different experimental sets of handsheets.
Handsheets were prepared using laboratory handsheet former as per TAPPI T 272 sp-97 whereas sheet pressing and drying was done according to TAPPI T 218 sp-02. The handsheets were conditioned at 27 ± 2°C and 65 ± 5% relative humidity for at least 24 h as per ISO: 187.
Paper properties
All handsheets were analyzed for determining the impact of using modified fillers in wet-end on strength properties. Strength properties like breaking length, burst index, tear, tensile energy absorption (TEA) index and stretch of paper were determined as per IS:1060 (Part I). A control set, each with unmodified filler i.e. GCC and PCC, was also analyzed for comparison. Two handsheets from each set were selected randomly and paper handsheets left after performing different testing were also used to detect paper ash. The paper samples were oven dried, weighed and kept in pre weighed crucibles followed by incineration in the muffle furnace as per TAPPI T 211. The first pass ash retention is the ratio of ash (filler content) in paper handsheet to the total filler content added at wet-end of papermaking.
Results and discussion
Present study was carried out to compare the effect of unmodified and modified fillers (GCC and PCC) using different doses of CH with respect to filler in wet-end of papermaking using BMHW pulp. The CH dose level for modification was in the range of 0.25% to 1% with respect to filler. Dose of filler was around 380 kg/t and 450 kg/t of pulp in case of unmodified and modified GCC filler, respectively while in case of unmodified and modified PCC, it was around 340 kg/t and 440 kg/t of the pulp (oven dry). Paper made using modified fillers showed superior results in physical properties even at higher ash level in comparison to those attained by adding unmodified fillers. Better quality of paper from BMHW pulp by using modified fillers can be obtained even when a low dose of CH around 0.25% with respect to filler was used for modification of fillers.
Characterization of wet-end chemicals
Viscosity of 1% CH solution at 27°C was observed to be the maximum i.e. 195 ± 10 cP as compared to other wet-end chemicals/polymers (). Ash, moisture and molecular weight of CH were 2.6 ± 0.2%, 13 ± 0.5% and 2.29 ± 0.47 × 105 g/mol, respectively. Ash and moisture of cationic starch were 1.2 ± 0.1% and 10 ± 1%, respectively. Charge demand of CH was the maximum and that of starch was found to be the minimum as shown in . Charge demand of all wet-end chemicals was found to be anionic. Charge of pulp is anionic, therefore, the retention or interaction of wet-end chemicals with pulp will be better.
Table 2. Evaluation of wet-end chemicals.
Effect of modification of fillers (GCC and PCC) by CH at different doses on optical properties and particle size distribution of filler
The ISO brightness and CIE whiteness of unmodified GCC and PCC were found almost comparable. Optical properties of GCC and PCC fillers were slightly decreased; however the impact can be reverted in final paper by using optical brightening agent. The decrease in optical properties of paper after coating with chitosan was earlier reported (Tanpichai et al. Citation2022). Thus, present study was focused on enhancement of strength properties of paper and slight decrease in optical properties was not considered. But, the change in optical properties shows that the layer of the CH is formed around the particles of both fillers or CH has formed some complex with fillers which is showing masking effect as shown in .
Table 3. Optical properties and particle size distribution of unmodified and modified fillers.
Secondly, particle size distribution (PSD) of both fillers was impacted by the modification by the CH even at the minimum dose of 0.25% with respect to filler. As shown in , PSD of both fillers increased after modification with CH supporting the hypothetic complex formation between fillers and CH. This might also be helpful in increasing the retention of fillers along with strength due to increased bonding with cellulosic fiber via CH. The increase in PSD of talc filler after modification with different CH was earlier reported (Yu et al. Citation2013). In another study, where two derivatives of CH (cationic and anionic CH used in ration 1:2) were used together to modify the PCC filler, improved PSD of PCC was reported (Chen et al. Citation2014).
Effect of adding different wet-end chemicals on ºSR, charge demand and pH of final slurry
In control sets with PCC fillers where two different doses of unmodified PCC were used, charge demand was also different. For 340 ± 10 kg/t dose, charge demand was 20.9 µeq/L and for 450 ± 10 kg/t dose, it was 6.56 µeq/L. Similar difference in charge demand was observed in control sets of GCC also. Since anionic charge demand of CH was high, addition of CH modified fillers showed reduction in charge demand of final pulp slurry. Modified fillers PCC and GCC both reduced the charge demand of final pulp slurry even at a lower dose of 340 ± 10 kg/t in case of PCC or 380 ± 10 kg/t in case of GCC as shown in . This can be resulted from introduction of CH into the wet-end during addition of modified fillers. A slight improvement in drainage time was observed with the addition of modified filler GCC and PCC as shown in .
Table 4. Properties of pulp slurry after addition of unmodified and modified PCC and GCC for handsheet making.
Effect of adding CH modified fillers (GCC and PCC) on paper properties
First pass ash retention (FPAR)
First pass ash retention (FPAR) is the measure of the amount of filler retained in paper handsheet to the total amount of filler added at wet-end of papermaking. The addition of GCC filler as such to the mix hardwood pulp slurry showed FPAR in the range of 59.2 ± 2 while in case of PCC filler the FPAR was found in the range of 58.7 ± 3 as shown in . Addition of unmodified GCC at 380 ± 10 kg/t of dose (G380CH0) and PCC filler at 340 ± 10 kg/t of dose (P340CH0) were able to provide handsheet with ash level of 16.1% and 14.9%, respectively. Unmodified GCC filler at a dose 450 ± 10 kg/t provided handsheet with ash level of 18.8% while unmodified PCC filler at a dose of 440 ± 10 kg/t resulted in 17.2% ash. FPAR of both unmodified fillers was found to be same in control sets of higher and lower doses. CH addition at higher dose (1%) in modified GCC filler (380 ± 10 kg/t) resulted in the higher improvement in FPAR compared to that attained with lower dose of CH addition (0.25% and 0.50%) to GCC filler. The retention of talc filler with different CH (low, medium and high viscosity) showed improved filler retention as earlier reported (Yu et al. Citation2013). The increase in filler retention of PCC filler with the use of CH was also reported earlier (Ghosh, Sharma, and Tandon Citation2020).
Figure 2. Impact on ash of paper and FPAR of (a) modified GCC and (b) modified PCC at wet-end of handsheet making system.

CH addition at different dose levels of 0.25%, 0.50% and 1.0% to GCC filler (380 ± 10 kg/t) increased the filler retention in paper sheet which ultimately increased the FPAR of the wet-end paper making system. Similar improvement in paper ash and FPAR of the wet-end papermaking system was observed when PCC filler (340 ± 10 kg/t) was initially added with three different CH doses of 0.25%, 0.50% and 1.0% and then added to the pulp slurry.
Addition of GCC filler (G380CH0.50) modified by using CH at 0.5% increased the FPAR by 16.4% which ultimately increased paper ash to around 18.6% (). This was almost equal to ash of paper attained by addition of unmodified GCC at higher dose (450 ± 10 kg/t). In case of addition of modified PCC filler (P340CH0.50) FPAR increased by 19.9% which increased paper ash to around 18.3% as shown in . Further CH addition at high dose (1%) to modify fillers improved the ash in paper even at same initial low dose of fillers. This presents CH as a retention-aid which alongside may also improve or maintain strength properties of paper at high ash for being a strength additive. Moreover, modification of fillers (at low dose) with the lowest dose of CH (0.25%) increased ash in paper up to the level attained with high dose of unmodified filler due to improved FPAR. This could result in chemical savings and load reduction in back water of papermaking system.
Strength properties
Increase in ash of paper by filler addition is accompanied by strength reduction. Strength properties of paper are dominantly attributed to the nature, composition, bonding and orientation of cellulosic fibers (Chauhan and Bhardwaj Citation2015; Ghosh, Sharma, and Tandon Citation2020). Filler addition is intended to reduce the cellulosic content in paper which negatively affects strength and increases the ash in final product. Herein, ash and breaking length both were found to increase after modification of fillers (PCC and GCC) with CH at dose of 0.5% and higher ().
Figure 3. Impact on breaking length of handsheets by (a) modified GCC and (b) modified PCC.

In case of unmodified GCC filler addition at low dose (380 ± 10 kg/t), breaking length was found to be 4311 m at 16.1% ash while at high dose (450 ± 10 kg/t), ash increased to 18.8% and breaking length reduced to 3451 m. With increase in around 2.7% ash of paper using GCC filler, the reduction in breaking length was found to be 19.9%.
After addition of modified GCC filler G380CH0.25, ash increased as compared to control 1 (G380CH0) at same initial filler dose and breaking length increased as compared to control 2 (G450CH0) at comparable ash level. CH addition to modify filler improved its performance in papermaking by increasing ash and strength properties of paper simultaneously. As observed in , addition of modified filler G380CH1 even at low dose resulted in increased breaking length (3729) and ash (19.6%) as compared to unmodified filler G450CH0 added at high dose resulting in 18.8% ash and 3451 breaking length of paper.
In case of PCC filler also, modification using CH showed promising results. PCC filler addition (340 ± 10 kg/t) without modification resulted in 14.9% ash and 4336 m breaking length while at high filler dose (440 ± 10 kg/t), ash and breaking length were found to be 17.2% and 3689 m, respectively. With increase in around 2.3% ash using unmodified PCC filler, the reduction in breaking length was found to be 14.9% in control sets. Addition of modified PCC filler with different CH doses showed increasing trend in both ash and breaking length of paper (). Breaking length at 18.3% ash attained by modified PCC filler P340CH0.50 was found to be 3899 m which was 5.69% more than that attained using unmodified PCC filler P440CH0 at 17.2% ash in paper. Moreover, breaking length at 19.5% ash with modified PCC filler P340CH1 was found comparable to that attained with high dose of unmodified PCC filler P440CH0 at 17.2% ash. The results put forward a practical way to utilize CH to increase ash and strength properties simultaneously with chemical savings and waste reduction. The PCC modified by combination of cationic CH and carboxymethyl CH showed that the tensile strength of paper is less reduced even when the ash of paper improved as reported earlier (Chen et al. Citation2014). Such improvement in tensile strength of paper after using modified PCC (using cationic CH and carboxymethyl CH) was attributed to an increment in hydrogen bonding between the cellulosic fibers (Chen et al. Citation2014).
In addition to breaking length, increase in ash of paper reduces other strength properties also. The effect of increased ash with unmodified and modified fillers on tear and burst indices can be observed in . Increase in ash from 16.1% to 18.8% on using high dose (450 kg/t) of unmodified GCC filler in G380CH0 reduced burst index from 3.01 kN/g to 2.70 kN/g. Similarly, unmodified PCC filler addition increased ash from initial 14.9% at low dose (340 ± 10 kg/t) to 17.2% at high dose (450 kg/t), simultaneously reducing the burst index from initial 3.39 kN/g to 3.03 kN/g. In case of tear index also, similar trend was found for both the fillers. Unmodified GCC/PCC filler addition at low dose resulted in 16.1%/14.9% ash level and 6.39 mNm2/g/6.89 mNm2/g tear index in paper. It was reduced to 6.34 mNm2/g/6.44 mNm2/g when unmodified GCC/PCC filler addition at high dose was carried out to give ash level of 18.8%/17.2% in paper.
Figure 4. Impact on burst index of handsheets by modified GCC (a) and (b) modified PCC.

Figure 5. Impact on tear index of handsheets by (a) modified GCC and (b) modified PCC.

In case of using CH modified fillers with different doses of CH, increasing the dose of CH showed increment in filler retention along with less reduction in burst and tear indices. shows 10.3% reduction in burst index at increased ash (18.8%) using unmodified GCC as compared to first control set with 16.1% ash. When almost the same ash level (18.6%) was attained using modified GCC filler (G380CH0.25) at low dose, the reduction in burst index was 4.65% which presents that CH even at low dose effectively safeguards different strength properties including burst.
With modified PCC filler, the least fall of 17.1% in burst index was observed at 18.3% ash. Further increase in ash to 19.5% with modified PCC (P340CH1) had negligible effect on burst index. In contrary to the results with modified GCC filler, reduction in burst index with unmodified PCC filler at high dose was less as compared to modified PCC filler. Moreover, unlike modified GCC filler, addition of modified PCC filler with increasing CH dose enhanced burst index and ash content. The application of talc filler modified with different CHs (having different viscosity) to the papermaking system increased strength (tensile and burst index) of paper at the same ash of paper in comparison to that of unmodified talc filler as reported earlier by Yu et al. (Citation2013). The reason for the better performance of modified talc filler was that filler-fiber bonding was improved by the coating of CH on the filler (talc) surface and this CH formed the hydrogen bonding with the cellulosic fiber, which ultimately enhanced strength of paper. The increase in strength properties by application of modified PCC with CH was also reported earlier (Shen et al. Citation2008).
Tear index showed slight reduction upon increasing unmodified GCC dose to get high ash in paper. While at 18.8% ash with unmodified filler tear index was marginally reduced, at almost same ash level of 18.6% with modified GCC filler the tear index was found to be marginally higher. For all the modified GCC filler sets, ash and tear index both increased and were higher as compared to the first control set of unmodified filler. The maximum increase of 12.3% in tear index was observed for 19.3% ash in modified GCC (G380CH0.50) in comparison to G450CH0.
With modified PCC filler also, tear index showed the similar results. Tear index was found to be increased along with increase in ash due to improved filler retention after addition of CH to modify PCC (using different CH doses). Unlike modified GCC, modified PCC significantly improved tear index as compared to first control set of unmodified PCC at 14.9% ash. shows increase in ash with unmodified filler to 17.6% resulted in reduction in tear index by 5.7%. In contrast to this, modified PCC filler (P340CH0.25) of the lowest CH dose at same ash level of 17.2% significantly increased the tear index by 5.7%. This implies that the effect of CH in modification of fillers also depends upon the filler type and its responsiveness. However, all the sets of modified PCC filler showed increased ash and tear index as compared to both control sets.
In addition to breaking length, burst index and tear index, other strength properties like stretch and tensile energy absorption (TEA) index were also found to be negatively impacted with increase in ash of paper. Increase in ash from 16.1% to 18.8% using unmodified GCC filler reduced the stretch of paper from 2.95% to 2.71% as shown in . While at same ash level of 18.6%, stretch in modified GCC filler set was comparable to first control set of 16.1% ash. Further increasing the dose of CH in modified GCC filler, ash and stretch both increased together in paper. The modified GCC filler G380CH1 provided the maximum stretch 3.52% to paper at the highest ash 19.6% which is 19.3%/29.9% higher than that attained by paper at ash level of 16.1%/18.8% by unmodified G380CHO/G450CH0.
Figure 6. Impact on stretch of handsheets by modified GCC (a) and (b) modified PCC.

On the other hand, increase in ash from 14.9% to 17.2% using unmodified PCC filler decreased stretch by 4.2%. Contrary to this, use of modified PCC filler resulted in increase in both properties i.e. ash and stretch of paper in all the three sets as shown in . Stretch of paper in modified PCC filler set was found to be the maximum (3.44%) at 17.6% ash followed by 3.38% at 19.5% ash. The results indicate the impact of CH in maintaining and further enhancing different strength properties at respective filler dose and ash with unmodified filler. TEA is also one of the significant strength properties of paper that indicates how much energy a specimen paper can absorb before rupturing under specific conditions. TEA index was found to be drastically affected upon increasing ash in paper as shown in . When the ash was increased from 16.1% to 18.8% using unmodified GCC filler, reduction in TEA was 12.2%. At same ash level of around 18.6% (by modified GCC filler) and 18.8% (with unmodified filler) the TEA index with modified filler was around 10% more. However, a slight improvement was observed in TEA that reached 860 J/kg at higher ash i.e. 19.3% in modified GCC Set G380CH0.50.
Figure 7. Impact on TEA of handsheets by (a) modified GCC and (b) modified PCC.

In case of unmodified PCC filler at 14.9% ash, TEA was found to be 918 J/kg which reduced to 789 J/kg upon increasing ash to 17.2% with high dose of unmodified filler (). When modified PCC filler was used, TEA decreased significantly to 721 J/kg in set P340CH0.25. Thereafter, both the sets of modified filler P340CH0.50 and P340CH1 had higher value of TEA as compared to second control set P440CH0. The maximum TEA 837 J/kg for high ash paper was found for modified PCC set P340CH0.5 at 18.3% ash. Although the TEA did not show increase from the first control set in modified PCC filler sets, the results are still encouraging and promising to have a high ash paper without compromising with strength properties at large.
The reason for increase in different strength properties may be the overall increase in hydrogen bonding between fiber-fiber and/or fiber-filler. The mechanism proposed earlier was that CH seems to entangle several fillers particles together within the polymeric chains of CH (Ghosh, Sharma, and Tandon Citation2020). When the CH was added in the slurry of GCC and PCC, it can be assumed that some sort of aggregation and networking of filler particles increase the PSD of the fillers. But in case if all the CH is not utilized on the surface of fillers, it remains in the slurry which itself may increase strength of paper as CH has been a strength enhancer (Bhardwaj, Bhardwaj, and Negi Citation2017; Bhardwaj, Bhardwaj and Negi Citation2019a; Bhardwaj, Bhardwaj and Negi Citation2019b). The addition of modified fillers to the pulp slurry increases the chances of hydrogen bonds formation between the amine groups (NH2) present at the C2 position of the CH on the surface of modified filler (due to film forming nature of CH) and the groups (hydroxyl and others) present on the cellulosic fibers (Ghosh, Sharma, and Tandon Citation2020). The CH which is not used on the surface of fillers remains in the papermaking slurry and improves different paper properties because CH possesses similar backbone structure as that of cellulose, the amino group present at the C2 position of the CH provides high cationic character that improves the retention of CH on cellulose by increased ionic linkages and better fiber adhesion, the film forming nature of CH further improves the fiber-fiber bonding by welding of fibers (Bhardwaj, Bhardwaj, and Negi Citation2017, Citation2019b).
High strength paper at high ash level using modified GCC filler
From above mentioned experimental results, it became clear that filler retention in paper can be increased after modification of filler (GCC or PCC) using CH. Not only the retention of filler in paper was improved but strength properties also, which were either less reduced or in most cases found on higher side at the same ash level. Yet, it was evident that all the strength properties were reduced when dose of unmodified filler was increased from 380 ± 10 kg/t to 450 ± 10 kg/t of pulp in case of GCC and from 340 ± 10 kg/t to 440 ± 10 kg/t of pulp in case of PCC filler.
Since the strength properties were found to be better for modified filler at low dose and high ash, the study on modified filler was further extended with an aim to observe and compare the impact of high filler dose i.e. 450 ± 10 kg/t with and without modification. Study at high dose of modified filler was carried out only for GCC filler because the impact of CH modification on both fillers was almost similar at low dose.
At high dose of addition, modified GCC filler increased ash to 21.1% and 22.3% in sets G450CH0.5 and G450CH1, respectively from 18.8% ash in second control set of unmodified GCC filler at the same filler dose.
Even at such high ash levels attained using high dose of modified GCC filler, gain in breaking length was quite impressive. Breaking length increased by 20.4% in comparison to 3421 m that was attained by set G380CH0.5 as shown in . Burst and tear indices also showed positive impact of addition of modified GCC filler as shown in .
Figure 8. Impact of increasing the dose of modified GCC filler on breaking length of handsheets.

Figure 9. Impact of increasing the dose of modified GCC filler on (a) burst index of handsheets (b) tear index of handsheets.

The increase in ash along with improved strength properties with a green approach is something desirable to the paper industry. If the papermaking process is so improved that high ash level of 21.1% or 22.3% in paper is achieved with acceptable strength properties (breaking length, tear index and burst index) then it may save considerable amount of wood. The increase in ash content of paper with acceptable strength properties will help to design paper manufacturing process with 5–10% lesser wood or agro furnish. The savings in use of raw material and filler will provide both economic benefits and environment sustainability to paper industry without compromising the product quality.
The application of such modification of filler using biopolymer CH provides an indirect positive impact on the nature as well because with less use of wood pulp, the papermakers can make the same quality paper which was earlier requiring more wood pulp or any raw material. Not only the different strength properties were improved after increasing the dose of modified GCC from 380 ± 10 kg/t to 450 ± 10 kg/t but also the impact on stretch and TEA index was promising as shown in .
Figure 10. Impact of increasing the dose of modified GCC filler on (a) stretch of handsheets (b) TEA index of handsheets.

The reason of more increase as the dose of modified filler is increased may be attributed to the fact that the amount which is required for the encapsulation or coating of covering or film forming on the GCC filler particles is not the whole of CH added. The extra CH which remains in the system is in the slurry of GCC which ultimately acts as a strength additive in the papermaking system. When modified GCC filler was added at a dose of 380 kg/t (G380CH0.5) the CH got added to the system at a dose of 0.5% i.e. 1.9 kg/t of pulp while at 450 kg/t of pulp the CH added to the system becomes 2.25 kg/t. This extra addition of the CH to the system has not much impacted the FPAR but the decrease in strength properties was lesser even at higher ash attained by the paper. Similar impact on strength properties of paper after GCC addition (450 kg/t of pulp) with 1% CH addition to the filler was found.
Conclusions
The overall study concludes that utilizing CH at different doses (0.25%, 0.50% and 1.0%) with respect to fillers (GCC and PCC) to modify fillers increases the PSD of the fillers. The increased PSD of the fillers ultimately improved the filler retention in paper handsheets. The maximum filler retention for both fillers was found at the maximum dose of CH (1%) with respect to dry filler. Not only the filler retention of modified filler improved the ash of paper but the drop in different strength properties (breaking length, burst and tear indices, TEA and stretch) was lesser and in some cases higher values of some strength properties were attained in comparison to unmodified filler at same dose.
When the modified GCC with 0.5%/1.0% of CH was added to the wet-end at a dose of 450 ± 10 kg/t, it not only increased the ash by 9.4%/13.7% but also provided increased strength properties like breaking length (20.4%/8.8%), burst index and TEA index (5.5%/7.8%) of paper in comparison to that attained by paper when modified GCC with 0.5%/1.0% CH was added at 380 ± 10 kg/t. Thus, modification of filler using CH can improve the performance of fillers, ash of paper along with causing the least impact on strength properties in a green way.
Highlights
Addition of chitosan to papermaking fillers increases the particle size of fillers
Maximum filler retention was found at 1% chitosan dose with respect to dry filler
Modified filler improved the ash of paper
Modified filler caused the least negative impact on paper properties
Disclosure statement
No potential conflict of interest was reported by the author(s).
References
- Bano, S., and Y. S. Negi. 2017. Studies on cellulose nanocrystals isolated from groundnut shells. Carbohydrate Polymers 157:1041–19. doi:10.1016/j.carbpol.2016.10.069.
- Bhardwaj, S., N. K. Bhardwaj, and Y. S. Negi. 2017. Chitosan as wet-end additive for papermaking using mixed hardwood pulp. Appita: Technology, Innovation, Manufacturing, Environment 70 (2):139–48.
- Bhardwaj, S., N. K. Bhardwaj, and Y. S. Negi. 2019a. Cleaner approach for improving the papermaking from agro and hardwood blended pulps using biopolymers. Journal of Cleaner Production 213:134–42. doi:10.1016/j.jclepro.2018.12.143.
- Bhardwaj, S., N. K. Bhardwaj, and Y. S. Negi. 2019b. Enhancement of processability, surface, and mechanical properties of paper based on rice straw pulp using biopolymers for packaging applications. Tappi Journal 18 (7):431–40. doi:10.32964/TJ18.7.431.
- Bhardwaj, S., N. K. Bhardwaj, and Y. S. Negi. 2020. Effect of degree of deacetylation of chitosan on its performance as surface application chemical for paper-based packaging. Cellulose 27 (9):5337–52. doi:10.1007/s10570-020-03134-5.
- Bhardwaj, S., N. K. Bhardwaj, and Y. S. Negi. 2021. Surface coating of chitosan of different degree of acetylation on non surface sized writing and printing grade paper. Carbohydrate Polymers 269:117674. doi:10.1016/j.carbpol.2021.117674.
- Bhardwaj, S., P. Kaur, N. K. Bhardwaj, and Y. S. Negi. 2023. Surface application of different concentrations of chitosan on recycled paper and its impact on packaging properties. Journal of Coatings Technology and Research 20 (4):1285–98. doi:10.1007/s11998-022-00743-6.
- Cao, S., D. Song, Y. Deng, and A. Ragauskas. 2011. Preparation of starch− fatty acid modified clay and its application in packaging papers. Industrial & Engineering Chemistry Research 50 (9):5628–33. doi:10.1021/ie102588p.
- Chauhan, V. S., and N. K. Bhardwaj. 2014a. Cationic starch preflocculated filler for improvement in filler bondability and composite tensile index of paper. Industrial & Engineering Chemistry Research 53 (29):11622–28. doi:10.1021/ie502008d.
- Chauhan, V. S., and N. K. Bhardwaj. 2014b. Role of particle size and preflocculation of talc in improvement of paper properties. Tappi Journal 13 (4):17–26. doi:10.32964/TJ13.4.17.
- Chauhan, V. S., and N. K. Bhardwaj. 2015. Amphoteric starch preflocculated talc filler for improving composite tensile index and filler bondability of paper. Nordic Pulp and Paper Research Journal 30 (3):436–42. doi:10.3183/npprj-2015-30-03-p436-442.
- Chen, Z., C. Li, Z. Song, and X. Qian. 2014. Modification of precipitated calcium carbonate filler for papermaking with adsorption of cationically derivatized chitosan and carboxymethyl chitosan. BioResources 9 (4):5917–27. doi:10.15376/biores.9.4.5917-5927.
- Cho, B., G. Garnier, J. Paradis, and E. Polytechnique. 2001. Filler retention with a CPAM/bentonite retention system–effect of collision efficiency. Nordic Pulp and Paper Research Journal 16 (3):188–94. doi:10.3183/npprj-2001-16-03-p188-194.
- Dong, C., D. Song, T. Patterson, A. Ragauskas, and Y. Deng. 2008. Energy saving in papermaking through filler addition. Industrial & Engineering Chemistry Research 47 (2):8430–35. doi:10.1021/ie8011159.
- Fan, H., D. Wang, W. Bai, and J. Liu. 2012. Starch-sodium stearate complex modified PCC filler and its application in papermaking. BioResources 7 (3):3317–26. doi:10.15376/biores.7.3.3317-3326.
- Gamelas, J. A. F., A. F. Lourenco, and P. J. Ferreira. 2011. New modified filler obtained by silica formed by sol–gel method on calcium carbonate. Journal of Sol-Gel Science and Technology 59 (1):25–31. doi:10.1007/s10971-011-2456-1.
- Ghosh, I., C. Sharma, and R. Tandon. 2020. Structural evaluation of chitosan-modified precipitated calcium carbonate composite fillers for papermaking applications. SN Applied Sciences 2 (9):1–14. doi:10.1007/s42452-020-03313-w.
- Ibrahim, M. M., F. Mobarak, E. I. S. El-Din, A. E. E. Ebaid, and M. A. Youssef. 2009. Modified Egyptian talc as internal sizing agent for papermaking. Carbohydrate Polymers 75 (1):130–34. doi:10.1016/j.carbpol.2008.07.007.
- Litchfield, E. 1994. Dewatering aids for paper applications. Appita Journal 47 (1):62–65.
- Sabazoodkhiz, R., M. Rahmaninia, and O. Ramezani. 2017. Interaction of chitosan biopolymer with silica nanoparticles as a novel retention/drainage and reinforcement aid in recycled cellulosic fibers. Cellulose 24 (8):3433–44. doi:10.1007/s10570-017-1345-3.
- Sang, Y., M. McQuaid, and P. Englezos. 2012. Pre-flocculation of precipitated calcium carbonate filler by cationic starch for highly filled mechanical grade paper. BioResources 7 (1):354–73. doi:10.15376/biores.7.1.354-373.
- Shen, J., and X. Qian. 2012. Application of fillers in cellulosic paper by surface filling: An interesting alternative or supplement to wet-end addition. BioResources 7 (2):1385–88. doi:10.15376/biores.7.2.1385-1388.
- Shen, J., Z. Song, X. Qian, and W. Liu. 2009. Modification of papermaking grade fillers: A brief review. BioResources 4 (3):1190–209. doi:10.15376/biores.4.3.1190-1209.
- Shen, J., Z. Song, X. Qian, and C. Song. 2008. Chitosan-coated papermaking grade PCC filler prepared by alkali precipitation: Properties and application. Proceedings from the 2nd international papermaking and environment conference, Tianjin, China 645–50.
- Tanpichai, S., Y. Srimarut, W. Woraprayote, and Y. Malila. 2022. Chitosan coating for the preparation of multilayer coated paper for food-contact packaging: Wettability, mechanical properties, and overall migration. International Journal of Biological Macromolecules 213:534–45. doi:10.1016/j.ijbiomac.2022.05.193.
- Tanpichai, S., S. Witayakran, J. Wootthikanokkhan, Y. Srimarut, W. Woraprayote, and Y. Malila. 2020. Mechanical and antibacterial properties of the chitosan coated cellulose paper for packaging applications: Effects of molecular weight types and concentrations of chitosan. International Journal of Biological Macromolecules 155:1510–19. doi:10.1016/j.ijbiomac.2019.11.128.
- Vikele, L., M. Laka, I. Sable, L. Rozenberga, U. Grinfelds, J. Zoldners, R. Passas, and E. Mauret. 2017. Effect of chitosan on properties of paper for packaging. Cellulose Chemistry and Technology 51:67–73.
- Wang, Y. Z., J. Pei, S. L. Shi, S. Y. Zhang, and Y. M. Hu. 2008. Starch/Stearic acid modified PCC and electrokinetic characteristics of its slurry. Proceeding of International Conference on Pulping, Papermaking and Biotechnology, Nanjing, China 1:551–53.
- Yan, Z., Q. Liu, Y. Deng, and A. Ragauskas. 2005. Improvement of paper strength with starch modified clay. Journal of Applied Polymer Science 97 (1):44–50. doi:10.1002/app.21727.
- Yu, Y., G. Xue, C. Gu, J. Lou, and S. Li. 2013. Preparation of chitosan modified talc and its application in high filler content paper. Journal of Applied Polymer Science 129 (5):2692–98. doi:10.1002/app.38992.
- Zhao, Y., D. Kim, D. White, Y. Deng, T. Patterson, P. Jones, E. Turner, and A. J. Ragauskas. 2008. Developing a new paradigm for linerboard fillers. Tappi Journal 7 (3):3–7.