
 ?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.
?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.ABSTRACT
We introduce the innovative concept of Sustainable Laser Energy Consumption (SLEC, ε) that promotes sustainable metal additive manufacturing practices while maintaining productivity and tailored densification in the Selective Laser Melting (SLM) process. This study focuses on deriving analytical expressions through dimensional analysis and Buckingham’s π theorem to predict bulk density with high precision across studied materials: In718, W, AlSi10Mg, Ti6Al4V, and SS316L. This approach provides valuable insights and allows the setting of an appropriate combination of scanning speed and hatch distance for a range of laser power, enabling sustainable manufacturing of SLMed components with tailored density. Furthermore, the mathematical expression introduced as SLEC facilitates the tradeoff between energy consumption and productivity, promoting a greener and more sustainable future of metal additive manufacturing. Furthermore, the underlying fractal nature of SLM is explored through the investigation of the influence of fractal structures, present in the powder bed, on densification that provides information on how powder morphology and homogeneity (i.e. fractal dimension and lacunarity) of the powder bed are linked to a sustainable SLM process.
1. Introduction
Selective Laser Melting (SLM) is an Additive Manufacturing (AM) process that uses a high-intensity laser for melting and fusing specific regions of the metallic powder bed, layer by layer, following the cross-section area of the three-dimensional object being additively manufactured (Yap et al. Citation2015; Ebrahimi and Mohammadi Citation2018).
SLM is established as a key technology in the aerospace, automotive and biomedical industries by enabling the production of components of high geometrical complexity and reducing material waste compared to conventional manufacturing processes (Yakout, Elbestawi, and Veldhuis Citation2018). Moreover, it stands as a critical technology for the production of lightweight structures, contributing significantly to the reduction of carbon emissions and overall environmental footprint (Torres-Carrillo et al. Citation2020).
Nonetheless, main environmental concerns regarding metal AM are related to final component reject rates (which increases impacts associated with material production because of lost material) and slower build times in comparison with conventional manufacturing (Jung et al., Citation2023). Kellens et al. estimated a significantly higher energy requirement for AM technologies (Kellens et al. Citation2017) that rely on high-power elements such as laser on SLM. Moreover, productivity is still a concern that needs to be addressed, promoting a transition to mass-scale production (Fredriksson Citation2019). It is important to reflect on the adequateness of AM technologies, including SLM, to be introduced into a productive scheme. Anyhow, there is a generalised need for more energy-efficient and productive AM processes.
SLM is a complex multi-scale technology in which various physical sub-processes occur and interact with each other (Olakanmi, Cochrane, and Dalgarno Citation2015). These processes encompass spreading behaviour related to powder flowability, phase changes involving the melting and solidification of metal powders (Waqar et al. Citation2020), the generation of residual stresses due to temperature gradients (Ma and Bin Citation2007), fluid flow in the melt pool driven by Marangoni convection (D. Zhang et al. Citation2018), heat transfer in a discontinuous unsmooth medium (ESTRADA-Díaz et al. Citation2022), powder particle ejection, vaporisation (Spears and Gold Citation2016) and sublimation (Estrada-Díaz, Elías-Zúñiga, Martínez-Romero, Rodríguez-Salinas, et al. Citation2021; van Elsen, Al‐Bender, and Kruth Citation2008), surface energy phenomena (Conti, Cianetti, and Pilerci Citation2018), and energy absorption/rejection of the metallic powder (J. Zhang et al. Citation2019), to mention a few.
Dimensional analysis, through Buckingham’s π-theorem, has demonstrated promising results in predicting several physical quantities of interest in SLM. Building upon preliminary explorations by Van Elsen et al. (Van Elsen Citation2007; van Elsen, Al‐Bender, and Kruth Citation2008) and Cardaropoli et al. (Cardaropoli et al. Citation2012). This analytical framework has been used to estimate densification (Estrada-Díaz, Elías-Zúñiga, Martínez-Romero, and Olvera-Trejo Citation2021), surface roughness (Zakrzewski et al. Citation2020), melt pool morphology (Noh et al. Citation2022), heat source energy transfer (Khan et al. Citation2020) and the thickness of wall for the design of lattice structures (Großmann et al. Citation2020). This proves the methodology effectiveness in describing the intricate multiphysics multiscale phenomena in metal additive manufacturing technologies.
The fractal framework is used to describe non-smooth, non-Euclidean, complex shapes (Mandelbrot Citation1982). Within this framework, the concepts of fractal dimension and lacunarity emerge to provide a quantitative description of the complexity and homogeneity of a complex texture, respectively. Fractal phenomena, occurring in a non-smooth, discontinuous medium, do not conform to the same physical laws established for macro phenomena. Many mathematical formulations assume a continuous, smooth medium as a fundamental condition of validity. However, such assumptions lead to suboptimal results when applied to fractal multiscale phenomena (J. H. He and Ain Citation2020; J.-H. He and Ji Citation2019).
The fractal nature of SLM rises when considering the unsmooth, discontinuous medium where the process is carried out: the powder bed. Fractal structures manifest within the powder bed due to the metallic material morphology, size distribution and even its layering on the build platform. The recognition of the fractal nature of SLM has been previously discussed by Estrada-Diaz et al. (Estrada-Díaz et al. Citation2022). Emphasising and delving deeper into this paradigm shift holds significant potential for substantial improvements in modelling methodologies based on equations produced for macro-phenomena with continuous, smooth medium assumptions.
In this study, we present a novel mathematical model to predict the density of SLMed components. By using dimensional analysis and Buckingham’s π-theorem, our model not only captures the intricate interaction between process parameters and material properties but also introduces the Sustainable Laser Energy Consumption (SLEC), ε, parameter to achieve a sustainable metal additive manufacturing process. This metric quantifies the energy required per unit area, offering a comprehensive solution to the critical challenge of tuning SLM parameters for specific densification outcomes while simultaneously considering energy consumption and productivity.
Through this work, efficient sustainable practices that mitigate material waste for metal additive manufacturing, i.e. Selective Laser Melting, are promoted. The developed mathematical model for densification aids in reducing rejection and remanufacturing of final SLM components, leading to a consequent diminish of material waste. Furthermore, the introduced concept of SLEC establishes a pathway towards enhancing sustainability in metal additive manufacturing, as it strikes a balance between manufacturing efficiency (more agile and productive build rates) and world resources conservation. Validation for the mathematical model relies on data sourced from In718 specimens and a compilation of experimental results from the literature, encompassing W, AlSi10Mg, Ti6Al4V and SS316L alloys. Furthermore, our study delves into the influence of the fractal structures within the powder bed on the achieved densification, providing novel insights into the fractal nature of SLM.
2. Materials and methods
2.1. A sustainable mathematical model development
The SLM process is governed by the intricate interplay of process parameters and material properties, influencing outcomes at both micro and macro scales. In developing our proposed sustainable mathematical formulation, we account for physical quantities of both natures. The key process parameters encompass laser power (P), scanning speed (v), hatch distance (h), and layer thickness (Lt). Material properties, namely specific heat capacity (Cp) and thermal conductivity (κ) of the metallic powder are also integral to our formulation. Each of these factors heavily influences on the densification (ρ) of the resulting component, as articulated in EquationEquation 1.(1)
(1)
Laser power and scanning speed intricately govern the energy input experienced by the powder, while hatch distance and layer thickness emerge as spatial parameters associated with the distribution of this energy. Concurrently, specific heat capacity and thermal conductivity provide insight into how the material responds to the introduced heat. Scanning strategy, including scanning direction, sequence, vector rotation angle and length, significantly impacts the dimensional accuracy of the final SLMed component by influencing heat distribution (Hajnys et al. Citation2020). Scanning strategy is indirectly considered through scanning speed and hatch distance in our study focusing on densification.
In EquationEquation 1(1)
(1) , the fundamental dimensions, Mass (M), length (L) time (T), and temperature (Θ), are expressed in base units of kilograms (kg), metres (m), seconds (s), and Kelvin degrees (K°) respectively. These dimensions provide a systematic reference for evaluating the physical relationships within the system. presents the units and dimensions of the physical quantities involved in the developed sustainable mathematical model.
Table 1. Units and dimensions of the physical quantities involved in the mathematical model for the prediction of density through the dimensional analysis of selective laser melting.
Buckingham’s π-theorem emerges as a powerful tool, enabling us to simplify the complexity of the analysis. It transforms the challenge of dealing with n variables into a more manageable d = n-k, where k is the number of fundamental dimensions (Sonin Citation2001). In our formulation, the densification of metallic components produced through SLM is encapsulated by three dimensionless groups, a significant reduction from the seven physical quantities originally considered. The dependent dimensionless group, π0, or dimensionless density, becomes a function of the independent ones: π1 and π2.
While dimensional analysis offers a framework for identifying dimensionless groups, it does not provide the particular form of the function connecting independent and dependent dimensionless groups, then this relationship is determined experimentally (Barenblatt Citation1987). Adopting the incomplete self-similarity hypothesis (Barenblatt Citation1996; Ferro and Pecoraro Citation2000), we employ a power-law form of the relation between dimensionless groups, as expressed in EquationEquation 2.(2)
(2)
The fitting parameters C, α and β are determined through experimental data. For practical utility within the context of the SLM process, we strategically designated laser power, scanning speed, hatch distance and specific heat capacity as the dimensionally independent subset. This selection serves as the foundation upon which the equidimensional products of density and thermal conductivity are constructed. Following Buckingham’s π-theorem and the proper dimensional analysis procedure (Estrada Citation2020), we systematically derived both dependent and independent dimensionless products, as expressed in EquationEquation 3(3)
(3) and EquationEquations 4
(4)
(4) and Equation5
(5)
(5) , respectively:
The mathematical expression for the prediction of the density of metallic components produced via SLM adopts the form presented in EquationEquation 6.(6)
(6)
From the derived mathematical formulation, in EquationEquation 6(6)
(6) , the needed laser power to achieve a component of desired density, concerning hatch distance and scanning speed, may be expressed as:
where γ is given by EquationEquation 8(8)
(8) and ρTH represents the sought-for density of the specific material to model:
The proposed expression of Sustainable Laser Energy Consumption (SLEC), ε, given by EquationEquation 9(9)
(9) , is then defined as the quotient of the power expression for the proper SLM of a component (EquationEquation 7
(7)
(7) ) and the area-scanning rate
, which is the product of scanning speed and hatch distance. As a physical quantity of energy, SLEC may be regarded as the utilisation of energy per unit area while sintering a metallic component with a desired densification value, implicit in the power expression.
2.2. Experimental fitting and validation
The In718 metallic powder utilized in this study was acquired from Renishaw (In718-0405, Renishaw, Monterrey, Mexico). presents Scanning Electron Microscopy (SEM) images showing the material spherical morphology. It is important to note the agglomeration of particles and the presence of satellites. A detailed size distribution analysis reveals d_10=14.119 μm, d_50=29.083 μm, d_90=51.496 μm and d_98=64.268 μm. These results provide insights into the particle size variation within the power. Regarding the chemical composition, the provider reports data (Renishaw, Citation2017) included in
Figure 1. SEM images of Inconel alloy 718 (In718-0405) on a) at 200 X and b) at 500 X magnifications. The powder exhibits a spherical morphology.
Table 2. In718 (In718–0405, Renishaw, Monterrey, México) metal powder chemical composition (Renishaw Citation2017.).
Cubic probes, each with a dimension of 10 mm per side, were manufactured using a Renishaw AM400 machine (Wharton, UK). The machine is equipped with a pulsed wave, Nd:YAG fibre laser with a wavelength of 1080 nm and focus diameter of 70 µm, alongside a reduced build volume additament (Renishaw, Wharton, UK). An inert atmosphere was maintained using argon gas as the shielding agent. The SLM process employed a meander laser scanning strategy, chosen for its higher efficiency compared to stripes and chessboard strategies (Yan, Pang, and Jing Citation2019), with a layer thickness () set at 60 μm and exposure time (
) of 40 μs. Laser power (
) varied from 360 to 400 W, point distance (
) ranged from 46 to 70 μm and hatch distance (
) was adjusted from 50 to 70 μm. For each experimental combination of parameters, three specimens were fabricated and their bulk density was measured with Mettler Toledo XPR Analytical Balance (Zurich, Switzerland) equipped with a density measuring kit using the buoyancy method.
To further extend the applicability of the proposed mathematical formulations, experimental data, including processing conditions, material properties and densification results, for components produced through SLM of aluminium, steel, titanium, and tungsten alloys, were adapted from the literature. Details on authors, materials and references are listed in . Refer to the supplementary material for tables S1-S5.
Table 3. Experimental data for the validation of the mathematical model hereby developed.
Implementation of EquationEquations 3(3)
(3) , Equation4
(4)
(4) and Equation5
(5)
(5) involves a comprehensive consideration of manufacturing parameters, experimental data and material properties to calculate both dependent and independent dimensionless groups (π0, π1 and π2) (Estrada-Díaz, Olvera-Trejo, et al. Citation2021). The values of C, α and β are then determined using the nonlinear least-squares method implemented in MATLAB software (R2020a, 2020, MathWorks, Natick, Massachusetts, USA) and adopting a power-law form as stated in EquationEquation 2
(2)
(2) . To enhance robustness, a bi-square fitting method, Levenberg-Marquardt algorithm, is applied to mitigate the effect of outlier data. The fit accuracy is assessed and reported using the R-squared value.
The results derived from the proposed mathematical model are depicted using contour plots, illustrating the relationship between hatch distance and scanning speed for selected laser power settings in the production of high-density sintered parts. Additionally, the proposed SLEC value under these defined conditions is explored by superimposing this mapping also using contour plots. This simultaneous approach facilitates observation and understanding of the intricate relationship between process parameters and energy consumption that guarantees the high densification of the sintered part. It allows for an in-depth analysis of the tradeoff between environmental impact and sustainability, influenced by energy expenditure, build rate, and structural requirements.
2.3. Fractal analysis via experimental data
The fractal framework introduces two relevant concepts: fractal dimension and lacunarity. The fractal dimension characterises the texture complexity of a fractal geometrical set, while the lacunarity describes the homogeneity. Kinsner defined three classes of fractal dimension: morphological, entropy-based, and transform-based. Morphological fractal dimensions are based only on the geometry, emphasising the morphology of the object (Kinsner Citation2007), as it is the case now to be applied to the powder bed in SLM process. In this regard, the most widely employed and versatile method is the Differential Box-Counting Method (DBCM) (Sarkar and Chaudhuri Citation1994), employed in this study and calculated using the expression in EquationEquation 10.(10)
(10)
In EquationEquation 10(10)
(10) , r represents the size of the boxes into which the grey-scale image is divided, and Nr is the difference between minimum and maximum intensity levels in the (i,j)th box (Lopes and Betrouni Citation2009). Conversely, lacunarity, given by EquationEquation 11
(11)
(11) (Al-Kadi and Watson Citation2008), provides insights into the homogeneity of the texture, where M and N are the sizes of the image I under study (Petrou and Sevilla Citation2006).
The fractal dimension and lacunarity are calculated from SEM images of the metallic powder material, assumed to resemble the powder bed. The processed image is cropped into a square pixel size, converted to greyscale, and subjected to a nonlinear kernel filter of varying sizes. The calculation of fractal dimension employs the DBCM method (Al-Kadi Citation2014; Al-Kadi and Watson Citation2008), implemented using MATLAB Software as recently successfully applied (Estrada-Díaz et al. Citation2022). Similarly, the lacunarity values were computed as a means of quantifying the morphological homogeneity of the metallic powder. The investigation delves into the influence of the fractality of the powder bed on the achieved densification of the additive manufacturing of the metallic components, shedding light on the fractal nature of the SLM process.
3. Results and discussion
3.1. Response on densification
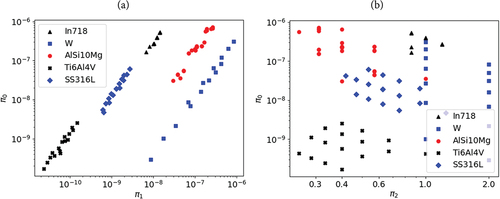
The dimensionless products, derived from our sustainable mathematical model as elucidated in the Mathematical Modelling subsection, serve as powerful indicators of the distinctive response of π0 to π1 and π2. In , displayed on the logarithmic scale, we unveil the response of the attained densification, in the dimensionless form (π0), to the independent dimensionless products, π1, and, π2, respectively. The strong response of π0 to π1 (direct) and π0 to π2 (inverse), unequivocally demonstrate the efficacy of the dimensionless products in properly capturing the intricate interaction between process parameters, material properties and their consequential influence on the process. We can then observe how dimensionless analysis not only enhances our comprehension but also establishes a sophisticated and insightful multi-material comparative framework.
Figure 2. Influence of the independent dimensionless products a) 1 and b)
2 in the dimensionless form of density,
0, respectively.
The sustainable mathematical model for the prediction of the density of metallic components (EquationEquation 6(6)
(6) ) is fitted using the experimental data. provides a comprehensive overview of the calculated values for the C, α and β fitting parameters, along with corresponding R-squared values. Additionally, the operating ranges of the independent dimensionless groups offer insight into the processing conditions. These ranges indicate the interaction between process parameters and material properties in the dimensionless form. The calculated values for C, α and β hold validity within this domain, reinforcing the robustness of the mathematical model while capturing the SLM phenomena behaviour.
Table 4. Fitting parameters (C, α and β) values determined through the non-linear least-squares method alongside the R-squared value and the independent dimensionless groups (π1 and π2) working range.
On the other hand, notice from that the exponents α and β associated to the independent dimensionless products vary from 1.136 to 1.502, and from −0.6748 to −0.4507, respectively. A positive correlation between π1 and π0 is consistently observed, indicating a direct influence. Conversely, π2 exhibits an inverse relation with π0. The magnitude of both α and β determines the sensitivity of π0 to changes in π1 and π2, respectively. Each parameter assumes a specific value depending on the material within the specified range of the independent dimensionless product. This variability is anticipated due to the inherent complexity and non-linearity of the process, arising from the intricate interplay between manufacturing parameters and material properties. The derived sustainable mathematical model demonstrates its effectiveness both qualitatively, by the response of π0 with relation to π1 and π2, and quantitatively through the attained R-squared values greater than 0.9771.
3.2. Decoding contour plots: productivity and energy consumption analysis
visually represents SLEC, ε, expressed in EquationEquation 9(9)
(9) , through isolines (solid blue lines) concerning scanning speed, v, and hatch distance, h, for the SLM of highly dense parts for the studied metallic materials. Accompanying isolines drawn with dashed black lines were derived from the solution of EquationEquation 7
(7)
(7) depicting laser power, P. For further insights, refer to the experimental raw data included in the supplementary material section.
Figure 3. Contour plot indicating isolines of SLEC, shown in solid blue lines, with its associated value of laser power, represented by dashed black lines. The plots illustrate the selection of scanning speed, and hatch distance, depending on a chosen value of power or SLEC for the SLM manufacturing of highly dense components in a) In718, b) W, c) AlSi10Mg, d) Ti6Al4V, and e) SS316L.
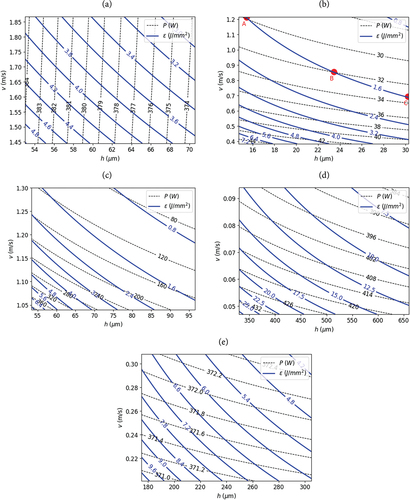
The SLEC, ε, as defined in EquationEquation 9(9)
(9) , represents the required energy per unit area being scanned with specified desired densification goals. In , blue isolines denote levels of equal energy consumption per area for the corresponding sustainable manufacturing conditions (scanning speed, hatch distance) while the black isolines indicate associated laser power, all for achieving highly dense components (
). This formulation empowers users to fine-tune these pivotal process parameters while overseeing their sustainable impact, in the form of energetic consumption, while achieving tailored densification in the fabrication of metallic parts.
In general, more energetically efficient conditions, indicated by lower values of ε, are achieved with greater hatch distance and higher scanning speed (inversely proportional to the area-scanning rate ). This is expected since faster laser scanning strategies with more spaced trajectory lines demand a shorter period of energy input. Nonetheless, these manufacturing parameters are not necessarily the most efficient conditions in terms of productivity and part quality.
As an example, let us examine , which pertains to the SLM of tungsten. In this figure, three points are highlighted for ε = 1.6 J/mm2: points A, B, and C. According to the developed formulations, SLM under those specified manufacturing conditions is equally energetically efficient but not equivalent in terms of productivity. To clarify this, presents the SLEC, ε, and the suggested manufacturing conditions (P, v, and h), along with the area-scanning rate, vA. Considering vA as a productivity metric, we can conclude that for the SLM of highly dense tungsten components with ε = 1.6 J/mm2, it is better to operate at v = 0.69 m/s, h = 30.22 and P = 33.23 W (point C). This combination of manufacturing parameters allows for a build rate enhancement of 10.4% (productive conditions with vA = 20.85 mm2/s) without increasing the environmental impact in terms of energetic consumption.
Table 5. SLEC (ε), scanning speed (v), hatch distance (h), laser power (P) and area scanning velocity (vA) associated with the A, B and C points in .
This enhancement is not accessible when considering only the scanning speed, hatch distance and laser power combination. This exemplifies the build rate enhancement capabilities that the SLEC concept offers, one of the main environmental challenges of metal additive manufacturing due to the machine high energy consumption.
The derived SLEC expression empowers the user to adjust key process parameters while balancing the tradeoff between productivity and energy consumption. This ensures the fabrication of an additively manufactured part with a user-defined density value, establishing a connection among energy consumption, manufacturing conditions, and component densification. In other words, provides analytical maps for a sustainable SLM process of metallic alloys aiming for full densification across diverse materials, as it heavily influences the component’s mechanical integrity and performance under load. Nonetheless, in other applications such as dental implants using Ti6Al4V alloy, it is essential for the insert to possess similar properties to bone density to assure adequate adhesion and stability over time (Tunchel et al. Citation2016). Tailoring of user-defined densification of SLMed components through the adjustment of relevant process parameters is achievable with the derived formulation in EquationEquation 9(9)
(9) . Moreover, through the SLEC concept, we can have a sustainable energy consumption manufacturing process while aiding in the big challenge of high reject rates in metal AM due to inadequate final component properties related to densification.
Examining full densification for distinct materials in , it is evident, that while maintaining a constant laser power, an increase in scanning speed demands a reduction of hatch distance. This is intuitive as higher scanning speeds result in the laser, acting as a heat source, striking the powder for a shorter duration, requiring closer scanning trajectory lines to promote the melting and adequate consolidation of the component. Notably, in the case of In718 shown in , a reduced sensitivity scanning speed to hatch distance is observed, attributed to the physical phenomena occurring under the dimensionless manufacturing conditions under the experimental data acquired, 6.73 × 10−09 ≤ π1 ≤1.44×10−08 and 0.85≤ π2 ≤1.2.
When a specific scanning speed is defined, two scenarios are observed. In the first scenario, an increase in laser power demands a corresponding increase in hatch distance as illustrated in the case of SS316L in . In the second scenario, a decrease in hatch distance is required with an increase in laser power, as evident in for the materials In718, W, AlSi10Mg and Ti6Al4V, respectively. The first case is intuitive, as higher laser power leads to an associated increase in energetic input, requiring the scanning trajectory lines to be spaced further apart. Nonetheless, for the second scenario, an increase in laser power and a decrease in hatch distance, as suggested by the mathematical formulation, indicates a lack of fusion, suggesting that the energetic input density should be increased. This implies having scanning trajectory lines less distanced from each other with higher laser power, promoting better material melting and subsequent consolidation of the final component.
The SLM process is highly sensitive to the energetic conditions under which it is carried out. Insufficient energy leads to defects caused by a lack of fusion of the metallic powder. Conversely, excessively large energetic input conditions lead to issues such as delamination, porosity caused by gas entrapment, and balling phenomena, among others (Yap et al. Citation2015). However, the quality of fabricated parts is not only determined by the manufacturing conditions but also by how they interact with the material. This complexity, involving multiscale and multiphysics phenomena, underscores the nonlinearity of the SLM and emphasises the need to describe it through dimensionless products rather than physical quantities.
3.3. Fractal analysis in the SLM process
The application of fractal analysis in the SLM process proves to be a valuable tool, offering a quantitative approach to compare and understand the intricate structures of metallic powder beds. This subsection explores the calculated fractal dimension and lacunarity from SEM images, for distinct materials presented in the mathematical model, providing insights into the morphological characteristics that influence the additive manufacturing process. The fractal dimension and lacunarity were calculated using the expressions in EquationEquations 10(10)
(10) and Equation11
(11)
(11) , respectively.
illustrates the processed SEM images of the metallic powder on which the calculation of fractal dimension and lacunarity is performed. An overall spherical morphology is observed throughout materials, with the case of tungsten where flake-like structures are noted. Nonetheless, through fractal dimension and lacunarity, a quantitative comparison between them is achievable. When observing the SEM images of metallic powder resembling the actual powder bed where the SLM process is carried out, the rise of fractal structures is evident.
Figure 4. Processed SEM images of metallic powder material of (a) In718, (b) W, (c) AlSi10Mg, (d) Ti6Al4V and (e) SS316L for the calculation of fractal dimension and lacunarity through the differential box counting method.
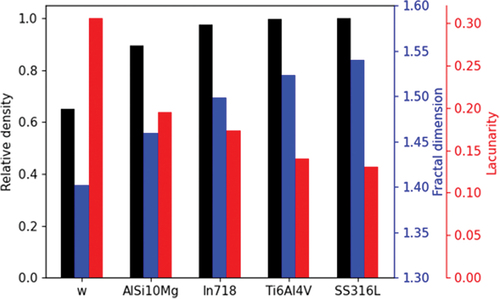
correlates the average relative density attained for each referenced work (black bar) with the calculated fractal dimension (blue) and lacunarity (red) from the SEM images of the W, AlSi10Mg, In718, Ti6Al4V, SS316L metallic powders shown in . Dimensional analysis and the derived independent dimensionless products (π1 and π2) enable the comparison of different materials SLMed under various experimental conditions. The lowest densification, 65.14%, is obtained with the lowest recorded value for fractal dimension, 1.4017, and the highest lacunarity, 0.3054, observed in the experiments with tungsten (Enneti, Morgan, and Atre Citation2018). In contrast, the maximum average densification of 99.91% is achieved with the highest calculated fractal dimension, 1.5398, and lowest lacunarity value, 0.1303, for SS316L (Wang et al. Citation2017). The influence of fractal dimension and lacunarity is evident in , where higher densification corresponds to a higher fractal dimension and lower lacunarity.
Figure 5. Fractal dimension (in blue), lacunarity (in red) and average relative densification attained (in black) for W, AlSi10Mg, In718, Ti6Al4V and SS316L SLMed metallic alloy powders.
In the context of metallic powder, which constitutes the powder bed in SLM, the fractal dimension can be interpreted as representing the morphology of the material. For instance, depict metallic powder of Ti6Al4V and SS316L respectively, with a similar spherical shape which is desirable for the SLM process. The computed fractal dimensions for both 1.5228 and 1.5398 are also quite similar, in contrast to what is observed in , which displays a flake-like morphology with a fractal dimension of 1.4017. Similarly, homogeneity is evident when comparing . These qualitative observations align with the calculated lacunarity of values of 0.1399, 0.1303 and 0.3054, respectively.
The impact of fractal structures, which represent the complexity and homogeneity of the powder bed as a discontinuous, unsmooth medium, on the achieved densification of SLMed parts has been evidenced. The paradigm shift of fractal SLM is highly relevant as it opens an opportunity for the development of sustainable fractal models that are not dependent on Euclidian space-time alongside continuous, smooth medium assumptions that underlie conventional modelling approaches that might not remain valid in multiscale fractal phenomena such as Selective Laser Melting.
4. Conclusions
Our sustainable mathematical formulations provide meaningful insights into the intricate interplay between process parameters and material properties. By addressing energy consumption and productivity, and revealing the fractal nature of SLM, our work contributes to advancing a sustainable future for metal additive manufacturing. These formulations allow us to tune process parameters to achieve the desired densification of final component, reducing material waste.
We proposed a robust sustainable mathematical model for predicting the densification of fabricated parts by SLM. Leveraging dimensional analysis and Buckingham’s π-theorem, we constructed dimensionless products involving laser power, layer thickness, scanning speed, hatch distance, and metallic powder-specific heat capacity and conductivity. The model’s validity is underscored by its successful validation against experimental data from SLM of In718, W, AlSi10Mg, Ti6Al4V, and SS316L. The model exhibits an excellent ability to describe the complex multiscale, multiphysics nature of SLM, as evidenced by high R-squared values exceeding 0.9771 for predicting density.
We introduce the innovative concept of Sustainable Laser Energy Consumption (SLEC, ε) that promotes sustainable metal additive manufacturing practices while maintaining productivity and tailored densification. SLEC not only represents the required energy per unit area for SLM of metallic components but also connects energy consumption to specific manufacturing conditions. It facilitates the attainment of custom densification and enables a comprehensive analysis of the tradeoff between reducing energy consumption and increasing productivity.
The investigation into the underlying fractal nature of SLM has uncovered significant insights. The influence of fractal structures in the powder bed on densification has been elucidated. Optimal densification is associated with powder bed fractal textures characterised by higher fractal dimension and lower lacunarity, reflecting a homogeneous spherical morphology and a sustainable manufacturing process.
Supplemental Material
Download MS Word (28.9 KB)Disclosure statement
No potential conflict of interest was reported by the author(s).
Data availability statement
The authors confirm that the data supporting the findings of this study are available within the article and its supplementary materials.
Supplementary material
Supplemental data for this article can be accessed online at https://doi.org/10.1080/19397038.2024.2327386
Additional information
Funding
Notes on contributors
Jorge A. Estrada-Díaz
Jorge A. Estrada-Diaz is a Ph.D. student in Nanotechnology at Tecnologico de Monterrey. As a member of the Institute of Advanced Materials for Sustainable Manufacturing, he specializes in the mathematical modeling of complex manufacturing technologies for promoting sustainable practices. Through classical and cutting-edge techniques, he has been able to describe and predict intricate phenomena such as metal additive manufacturing, electro hydrodynamics and ultrasonic micro-injection molding.
Alex Elías-Zúñiga
Dr. Alex Elías-Zúñiga is the principal researcher of the Accelerated Materials Discovery Research Unit at the Institute of Advanced Materials for Sustainable Manufacturing and a Department of Mechanical Engineering and Advanced Materials professor. Dr. Elías has published over 160 articles in International Journals (JCR) and about 120 papers in International Conferences and Proceedings. He is the inventor of six patents granted in Mexico and one in the USA. Dr. Elías has led several scientific-technology developments with global Companies such as Vitro, Cemex, Prolec GE, Honeywell Aerospace, Safran Aerospace, Whirlpool, Siemens, and Vertiv, to name a few, with deliverables that exceed the TRL6 level.
Oscar Martínez-Romero
Oscar Martínez-Romero is a Research Professor from the Institute of Advanced Materials for Sustainable Manufacturing at the Tecnológico de Monterrey. He finished his Ph.D. thesis in 2011 in Analytical Modeling of Regenerative Vibration Reduction in Milling Using Magnecto-rheological fluids using semi-active control damping. He has participated in several international and national projects and published more than 71 articles in international peer-reviewed journals in smart material, additive manufacturing, dynamics, and nanotechnology, among others.
Luis M. Palacios-Pineda
Luis M. Palacios-Pineda, PhD in Mechanical Engineering, is a seasoned engineer with a diverse professional background. Having worked as a design engineer at General Electric’s aeronautical turbine division and as a researcher at the Instituto de Investigaciones Eléctricas, he also served as Director of Engineering at Universidad La Salle Pachuca. Palacios is member of the Mexican Society of Mechanical Engineering, with notable publications in esteemed journals and conferences. With expertise in Finite Element Analysis, he currently holds a faculty position at Instituto Tecnológico de Pachuca, where he has also led postgraduate studies and research endeavors.
Rigoberto Guzmán-Nogales
Rigoberto Guzmán-Nogales is a postdoctoral researcher in the Institute of Advanced Materials for Sustainable Manufacturing of Tecnologico de Monterrey. He finished his Doctoral thesis in 2022 in numerical simulation of the selective laser melting process of metallic materials. His research areas encompass additive manufacturing technologies for the development of lightweight materials, simulation of Laser Micro Spot Welding and Selective Laser Melting processes.
Luis D. Cedeño-Viveros
Luis D. Cedeño-Viveros, Ph.D., is a postdoctoral researcher at the Institute for Advanced Materials for Sustainable Manufacturing. With a doctorate in engineering sciences from Tecnológico de Monterrey, his research expertise encompasses laser micro-welding, bioabsorbable implants, additive manufacturing techniques, and metal additive manufacturing projects, including a workshop on hybrid manufacturing of SLM preforms for the fabrication of aerospace components. Dr. Cedeño-Viveros is a member of the National System of Researchers from CONACyT at the candidate level.
Daniel Olvera-Trejo
Daniel Olvera-Trejo holds degrees in Mechatronics Engineering and a Doctorate in Engineering Sciences from Tecnologico de Monterrey. As a researcher at the Institute of Advanced Materials for Sustainable Manufacturing, Daniel focuses on the development of sustainable materials, improvement of machining processes, new applications of additive manufacturing, and electrodynamic processes by using mathematical modeling and computer-based simulations.
References
- Al-Kadi, O. S. 2014. Fractal Dimension (1.0.0.0). MATLAB Central File Exchange. https://www.mathworks.com/matlabcentral/fileexchange/44951-fractal-dimension.
- Al-Kadi, O. S., and D. Watson. 2008. “Texture Analysis of Aggressive and Nonaggressive Lung Tumor CE CT Images.” IEEE Transactions on Biomedical Engineering 55 (7): 1822–1830. https://doi.org/10.1109/TBME.2008.919735.
- Barenblatt, G. I. 1987. Dimensional Analysis. Amsterdam: Gordon and Breach Science Publishers.
- Barenblatt, G. I. 1996. Scaling, Self-Similarity, and intermediate asymptotics. United Kingdom: Cambridge University Press.
- Cardaropoli, F., V. Alfieri, F. Caiazzo, and V. Sergi. 2012. “Dimensional Analysis for the Definition of the Influence of Process Parameters in Selective Laser Melting of Ti-6Al-4V Alloy.” Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture 226 (7): 1136–1142. https://doi.org/10.1177/0954405412441885.
- Conti, P., F. Cianetti, and P. Pilerci. 2018. “Parametric Finite Elements Model of SLM Additive Manufacturing Process.” Procedia Structural Integrity 8 (2017): 410–421. https://doi.org/10.1016/j.prostr.2017.12.041.
- Ebrahimi, A., and M. Mohammadi. 2018. “Numerical Tools to Investigate Mechanical and Fatigue Properties of Additively Manufactured MS1-H13 Hybrid Steels.” Additive Manufacturing 23 (May): 381–393. https://doi.org/10.1016/j.addma.2018.07.009.
- Enneti, R. K., R. Morgan, and S. V. Atre. 2018. “Effect of Process Parameters on the Selective Laser Melting (SLM) of Tungsten.” International Journal of Refractory Metals and Hard Materials 71 (October 2017): 315–319. https://doi.org/10.1016/j.ijrmhm.2017.11.035.
- Estrada, J. 2020. Dimensional Analysis for Tuning Selective Laser Melting Parameters for Near-Full Density of Inconel 718 [Instituto Tecnológico y de Estudios Superiores de Monterrey]. https://repositorio.tec.mx/handle/11285/638016.
- Estrada-Díaz, J. A., A. ElíElíAs-Zúñiga, O. Martínez-Romero, and D. Olvera-Trejo. 2021. “Enhanced Mathematical Model for Producing Highly Dense Metallic Components Through Selective Laser Melting.” Materials 14 (6): 1571. https://doi.org/10.3390/ma14061571.
- Estrada-Díaz, J. A., A. ElíElíAs-Zúñiga, O. Martínez-Romero, J. Rodríguez-Salinas, and D. Olvera-Trejo. 2021. “A Mathematical Dimensional Model for Predicting Bulk Density of Inconel 718 Parts Produced by Selective Laser Melting.” Materials 14 (3): 512. https://doi.org/10.3390/ma14030512.
- Estrada-Díaz, J. A., O. MartÍnez-Romero, D. Olvera-Trejo, and A. ElÍas-Zúñiga. 2022. “Elucidating the Fractal Nature of Powder Bed in Selective Laser Melting of Metallic Components.” Fractals 30 (3): 104256. https://doi.org/10.1142/S0218348X22500621.
- Estrada-Díaz, J. A., D. Olvera-Trejo, A. Elías-Zúñiga, and O. Martínez-Romero. 2021. “A Mathematical Dimensionless Model for Electrohydrodynamics.” Results in Physics 25:104256. https://doi.org/10.1016/j.rinp.2021.104256.
- Ferro, V., and R. Pecoraro. 2000. “Incomplete Self-Similarity and Flow Velocity in Gravel Bed Channels.” Water Resources Research 36 (9): 2761–2769. https://doi.org/10.1029/2000WR900164.
- Fredriksson, C. 2019. “Sustainability of Metal Powder Additive Manufacturing.” Procedia Manufacturing 33:139–144. https://doi.org/10.1016/j.promfg.2019.04.018.
- Großmann, A., J. Mölleney, T. Frölich, H. Merschroth, J. Felger, M. Weigold, A. Sielaff, and C. Mittelstedt. 2020. “Dimensionless Process Development for Lattice Structure Design in Laser Powder Bed Fusion.” Materials and Design 194:108952. https://doi.org/10.1016/j.matdes.2020.108952.
- Hajnys, J., M. Pagáč, J. Měsíček, J. Petru, and M. Król. 2020. “Influence of Scanning Strategy Parameters on Residual Stress in the SLM Process According to the Bridge Curvature Method for AISI 316L Stainless Steel.” Materials 13 (7): 1659. https://doi.org/10.3390/ma13071659.
- He, J. H., and Q. T. Ain. 2020. “New Promises and Future Challenges of Fractal Calculus: From Two-Scale Thermodynamics to Fractal Variational Principle.” Thermal Science 24 (January): 659–681. https://doi.org/10.2298/TSCI200127065H.
- He, J.-H., and F.-Y. Ji. 2019. “Two-Scale Mathematics and Fractional Calculus for Thermodynamics.” Thermal Science 23 (4): 2131–2133. https://doi.org/10.2298/TSCI1904131H.
- Jung, S., L. B. Kara, Z. Nie, T. W. Simpson, and K. S. Whitefoot. 2023. “Is Additive Manufacturing an Environmentally and Economically Preferred Alternative for Mass Production?.” Environmental Science & Technology 57 (16): 6373–6386. https://doi.org/10.1021/acs.est.2c04927.
- Kellens, K., M. Baumers, T. G. Gutowski, W. Flanagan, R. Lifset, and J. R. Duflou. 2017. “Environmental Dimensions of Additive Manufacturing: Mapping Application Domains and Their Environmental Implications.” Journal of Industrial Ecology 21 (S1): S49–S68. https://doi.org/10.1111/jiec.12629.
- Khan, K., G. Mohr, K. Hilgenberg, and A. De. 2020. “Probing a Novel Heat Source Model and Adaptive Remeshing Technique to Simulate Laser Powder Bed Fusion with Experimental Validation.” Computational Materials Science 181 (October 2019): 109752. https://doi.org/10.1016/j.commatsci.2020.109752.
- Kinsner, W. 2007. “A Unified Approach to Fractal Dimensions.” International Journal of Cognitive Informatics and Natural Intelligence 1 (4): 26–46. https://doi.org/10.4018/jcini.2007100103.
- Lopes, R., and N. Betrouni. 2009. “Fractal and Multifractal Analysis: A Review.” Medical Image Analysis 13 (4): 634–649. https://doi.org/10.1016/j.media.2009.05.003.
- Ma, L., and H. Bin. 2007. “Temperature and Stress Analysis and Simulation in Fractal Scanning-Based Laser Sintering.” The International Journal of Advanced Manufacturing Technology 34 (9–10): 898–903. https://doi.org/10.1007/s00170-006-0665-5.
- Mandelbrot, B. B. 1982. The Fractal Geometry of Nature. United States of America: W. H. Freeman and Co.
- Noh, J., J. Lee, Y. Seo, S. Hong, Y. S. Kwon, and D. Kim. 2022. “Dimensionless Parameters to Define Process Windows of Selective Laser Melting Process to Fabricate Three-Dimensional Metal Structures.” Optics and Laser Technology 149 (December 2021): 107880. https://doi.org/10.1016/j.optlastec.2022.107880.
- Olakanmi, E. O., R. F. Cochrane, and K. W. Dalgarno. 2015. “A Review on Selective Laser Sintering/Melting (SLS/SLM) of Aluminium Alloy Powders: Processing, Microstructure, and Properties.” Progress in Materials Science 74:401–477. https://doi.org/10.1016/j.pmatsci.2015.03.002.
- Petrou, M. M. P., and P. G. Sevilla. 2006. Image Processing: Dealing with Texture. Wiley. https://books.google.com.ec/books?id=F%5C_BRAAAAMAAJ.
- Read, N., W. Wang, K. Essa, and M. M. Attallah. 2015. “Selective Laser Melting of AlSi10mg Alloy: Process Optimisation and Mechanical Properties Development.” Materials & Design 65:417–424. https://doi.org/10.1016/j.matdes.2014.09.044.
- Renishaw. 2017. In718-0405 Powder for Additive Manufacturing. Renishaw. https://www.renishaw.com/resourcecentre/en/details/Data-sheet-In718-0405-powder-for-additive-manufacturing–94192.
- Sarkar, N., and B. B. Chaudhuri. 1994. “An Efficient Differential Box-Counting Approach to Compute Fractal Dimension of Image.” IEEE Transactions on Systems, Man and Cybernetics 24 (1): 115–120. https://doi.org/10.1109/21.259692.
- Shi, X., S. Ma, C. Liu, C. Chen, Q. Wu, X. Chen, and J. Lu. 2016. “Performance of High Layer Thickness in Selective Laser Melting of Ti6Al4V.” Materials 9 (12): 975. https://doi.org/10.3390/ma9120975.
- Sonin. 2001. “The Physical Basis of Dimensional Analysis.” In Massachussets Institute of Technology, vol. 2. Massachusets Institute of Technology. https://doi.org/10.1243/095440603322310459
- Spears, T. G., and S. A. Gold. 2016. “In-Process Sensing in Selective Laser Melting (SLM) Additive Manufacturing.” Integrating Materials and Manufacturing Innovation 5 (1): 16–40. https://doi.org/10.1186/s40192-016-0045-4.
- Torres-Carrillo, S., H. R. Siller, C. Vila, C. López, and C. A. Rodríguez. 2020. “Environmental Analysis of Selective Laser Melting in the Manufacturing of Aeronautical Turbine Blades.” Journal of Cleaner Production 246:119068. https://doi.org/10.1016/j.jclepro.2019.119068.
- Tunchel, S., A. Blay, R. Kolerman, E. Mijiritsky, and J. A. Shibli. 2016. “3D Printing/Additive Manufacturing Single Titanium Dental Implants: A Prospective Multicenter Study with 3 Years of Follow-Up.” International Journal of Dentistry 2016:1–9. https://doi.org/10.1155/2016/8590971.
- Van Elsen, M. 2007. Complexity of Selective Laser Melting: A New Optimisation Approach. In K.U.Leuven. https://lirias.kuleuven.be/handle/1979/497.
- van Elsen, M., F. Al‐Bender, and J. Kruth. 2008. “Application of Dimensional Analysis to Selective Laser Melting.” Rapid Prototyping Journal 14 (1): 15–22. https://doi.org/10.1108/13552540810841526.
- Wang, S., Y. Liu, W. Shi, B. Qi, J. Yang, F. Zhang, D. Han, and Y. Ma. 2017. “Research on High Layer Thickness Fabricated of 316L by Selective Laser Melting.” Materials 10 (9): 1055. https://doi.org/10.3390/ma10091055.
- Waqar, S., Q. Sun, J. Liu, K. Guo, and J. Sun. 2020. “Numerical Investigation of Thermal Behavior and Melt Pool Morphology in Multi-Track Multi-Layer Selective Laser Melting of the 316L Steel.” International Journal of Advanced Manufacturing Technology 112 (3–4): 879–895. https://doi.org/10.1007/s00170-020-06360-0.
- Yakout, M., M. A. Elbestawi, and S. C. Veldhuis. 2018. “A Review of Metal Additive Manufacturing Technologies.” Solid State Phenomena 278:1–14. https://doi.org/10.4028/www.scientific.net/SSP.278.1.
- Yan, X., J. Pang, and Y. Jing. 2019. “Ultrasonic Measurement of Stress in SLM 316L Stainless Steel Forming Parts Manufactured Using Different Scanning Strategies.” Materials 12 (17): 2719. https://doi.org/10.3390/ma12172719.
- Yap, C. Y., C. K. Chua, Z. L. Dong, Z. H. Liu, D. Q. Zhang, L. E. Loh, and S. L. Sing. 2015. “Review of Selective Laser Melting: Materials and Applications.” Applied Physics Reviews 2 (4): 041101. https://doi.org/10.1063/1.4935926.
- Zakrzewski, T., J. Kozak, M. Witt, and M. Debowska-Wasak. 2020. “Dimensional Analysis of the Effect of SLM Parameters on Surface Roughness and Material Density.” Procedia CIRP 95:115–120. https://doi.org/10.1016/j.procir.2020.01.182.
- Zhang, J., D. Gu, Y. Yang, H. Zhang, H. Chen, D. Dai, and K. Lin. 2019. “Influence of Particle Size on Laser Absorption and Scanning Track Formation Mechanisms of Pure Tungsten Powder During Selective Laser Melting.” Engineering, 5 (4): 736–745. https://doi.org/10.1016/j.eng.2019.07.003.
- Zhang, D., P. Zhang, Z. Liu, Z. Feng, C. Wang, and Y. Guo. 2018. “Thermofluid Field of Molten Pool and Its Effects During Selective Laser Melting (SLM) of Inconel 718 Alloy.” Additive Manufacturing 21 (100): 567–578. https://doi.org/10.1016/j.addma.2018.03.031.