
Abstract
This paper presents a novel testing method for evaluating the compaction behaviour of textile reinforcements in the context of liquid composite moulding processes. The existing testing approach utilizing pre-saturated samples (ex-ante) fails to accurately represent the unsaturated state of samples during vacuum infusion or resin transfer moulding (RTM) processes, leading to unreliable results and potential discrepancies with simulation. To address this limitation, a newly designed test-rig is introduced in this study, enabling compressibility testing based on real process specifications. The proposed method allows for the measurement of both dry and wet compression characteristics using a single specimen through in-situ impregnation of the materials under compressive load. Moreover, the test-rig enables tests according to ex-ante specifications, facilitating direct comparison with the proposed in-situ method. Finally, the test-rig allows for compressibility tests at elevated temperatures up to 200 °C. This is of particular relevance for studying the compaction behaviour of bindered technical fabrics. Preliminary comparative tests demonstrate excellent agreement between the results obtained using the ex-ante method under the 2020 international benchmark exercise and the novel in-situ impregnation method. This confirms the validity and reliability of the results obtained through the proposed testing method. By providing a more realistic representation of the compaction behaviour of textile reinforcements, the novel approach presented in this study offers valuable insights for optimizing liquid composite moulding processes and improving the accuracy of simulation models.
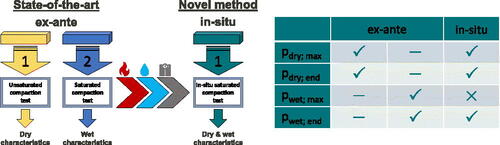
Graphical Abstract
Keywords:
1. Introduction
In order to meet steadily increasing demands on high product quality as well as low part rejection rates in the composites industry, unavoidable variability of material properties and process phenomena need to be addressed in terms of optimized process control. This in turn requires profound understanding of material behaviour across all process steps [Citation1–3].
Material tests, e.g. for characterizing the compaction behaviour of reinforcing materials, can help to provide the required data basis for material modelling as well as process predictions.
As an international benchmark exercise (IBE) on the compression behaviour of technical fabrics has shown, compressibility test rigs are typically mounted to universal testing machines (UTM) while significantly differing in geometry and size of the test area [Citation4]. Only a few test-rigs allow for tests at elevated temperature, either by actively heating the test area or passively by measuring in a heating cabinet surrounding the test areas [Citation5].
According to the specifications of the IBE [Citation4], which covers the current state of the art in experimental characterization of fabric compressibility, tests are carried out either on dry or ex-ante saturated materials. Although Refs. [Citation6–8] show a large influence of the fluid on the results of compaction tests as well as processing methods such as RTM, where the saturation of the reinforcement is achieved in the compressed state, a literature review did not provide an example of a test-rig capable of in-situ saturation of the samples under test. Therefore, a new compaction test rig was developed to expand the test capabilities for an improved replication of RTM process conditions. This paper presents a newly developed test-rig as well as a novel test methodology for characterising the compaction behaviour of reinforcing fabrics under the influence of temperature and/or test fluid. Furthermore, a comparison of results obtained in the IBE, following the state-of-the-art ex-ante saturation, and results with in-situ impregnation on the novel test-rig on a glass fibre (GF) non-crimp-fabric (NCF) is provided.
2. Experimentation
A novel test-rig, as shown in , was developed allowing for compressibility tests:
Figure 1. Novel compressibility test-rig in the in-situ impregnation set-up (left) and CAD illustration (right).

on dry or ex-ante saturated material samples
with in-situ impregnation of material samples
at elevated temperature levels (up to 200 °C)
in various test configurations and a wide range of test parameters
The test-rig provides a metal stamp with a diameter of 100 mm for compressing the material samples against a base plate, which in turn is mounted to the crosshead of the UTM. The compressive load is measured by means of a load cell (30 kN capacity) provided by Hegewald & Peschke and related to the compacted sample area in order to obtain the sample response in terms of compaction pressure. Moreover, the mechanical setup involves components of the fluid feeding line in the base plate as well as heating bands, insulation sleeves and plates, respectively, for tests at elevated temperature.
The test stand design and the almost complete execution with steel components ensure a high degree of stiffness of the set-up. Only the removable injection hose holder and the glass-fibre reinforced insulating plates act as local weak points, however, these are irrelevant for the motion control of the UTM. Blind tests revealed a linear elastic behaviour of the set-up and a deflection of 0.003 mm at a compressive load of 20 kN. Further compliance tests on a reference specimen revealed good agreement with the results presented in [Citation9].
As shown in , five linear variable differential transformers (LVDT) are installed around the test area. One LVDT is used for motion control of the UTM (UTS fabrication, retrofitted by Hegewald & Peschke). The other four LVDT, positioned at 90° to each other around the circumference of the stamp, can be used to verify the parallel alignment of the test surfaces and are connected to a Beckhoff© control unit, which in turn is integrated in a specifically developed LabVIEW© application. In addition, a pressure sensor (Kobold SEN-8750-B045) measuring the effective fluid pressure at the injection gate and a temperature sensor (Kobold TDA-15H2-R4-0-L3M) allowing to back-calculate fluid viscosity are integrated. In terms of actuators, a magnetic ball valve (Festo VZWD) as well as a proportional pressure control valve (Festo VPPE) are used along the fluid injection line.
The heating system is realized with two heating bands (hidden by the insulating sleeves in ), each with a heating power of 900 W. A feedback control system was implemented in the LabVIEW© application involving two temperature sensors (Ihne & Tesch PWF 16 PT100), mounted 4.3 mm underneath the surface of the stamp and base plate centre, respectively. The heat is supplied by frequency- and pulse-width-modulated heat pulses. Both, frequency and pulse width, are randomized between lower and upper limits in order to ensure uniform heating. The limits are provided depending on the temperature setpoint and adapt in a self-optimising strategy to account for differences in the control system behaviour during (a) preheating and (b) holding the temperature at the setpoint.
The system allows for heating from room temperature up to 200 °C and ensures temperature homogeneity of ± 2.0 °C at the test surfaces.
The test stand was specially designed for in-situ impregnation of the material samples to be tested. This allows to analyse (a) the dry compaction and relaxation behaviour, (b) changes in the mechanical response during in-situ impregnation under compressive load and (c) the saturated relaxation behaviour. puts this into detail, as it shows the test process divided into three primary phases (closing – holding – opening). Furthermore, the holding phase can be divided into three secondary phases (dry relaxation – impregnation – wet relaxation). As indicated in the schematic, first tests showed significant differences in the material response during fluid impregnation depending on the architecture of the fabric samples and the level of fluid injection pressure.
Figure 2. Schematic overview of the novel in-situ impregnation methodology and important processing points. The different pressure curves in the impregnation and wet stress relaxation phases, indicated by 3-4 and 3'-4' respectively, indicate that different textile structures might exhibit significantly different responses to impregnation processes.

3. Results
3.1. In-situ vs. ex ante impregnation of fabrics
In a first series of experiments on CNC-cut 120 mm × 120 mm stacks with uniformly oriented layers of Saertex X-E-444 NCF, the results of five measurements carried out with the novel test-rig, were compared with five measurements obtained in a recent IBE [Citation4]. There, fabric stacks were separately tested in dry and ex-ante saturated state. Thus, the maximum and final compaction pressure of the dry samples, pdry; max and pdry; end, as well as the final compaction pressure of the wet samples, pwet; end, can be directly compared with the results obtained with the novel test-rig, where these parameters were found from single tests. provides an overview of such a comparison.
Figure 3. Comparison of pdry; max, pwet; max and pwet; end of two ex-ante (2020 IBE_overall and 2020 IBE_MUL) and one in-situ data set measured at an injection pressure of 2 bar (2023 in-situ_MUL) with a GF NCF. Both datasets of 2020 were taken from [Citation4].
![Figure 3. Comparison of pdry; max, pwet; max and pwet; end of two ex-ante (2020 IBE_overall and 2020 IBE_MUL) and one in-situ data set measured at an injection pressure of 2 bar (2023 in-situ_MUL) with a GF NCF. Both datasets of 2020 were taken from [Citation4].](/cms/asset/aec683f7-5594-4eb0-87cc-f8b2a0d7af95/yadm_a_2263828_f0003_c.jpg)
The results obtained with the first generation test rig in IBE 2020 are slightly higher than the overall IBE results. In contrast, the results obtained with the second generation test rig (which allows in-situ saturation of the samples under test) show good agreement with the IBE 2020 results, as well as significantly lower standard deviation. Since all data sets were obtained using the test specifications of [Citation4], this is attributed to (a) an increase in the compressed sample area (the stamp diameter was increased from 50 to 100 mm) and (b) a change in the UTM position control method.
3.2. Experiments at elevated temperatures
To demonstrate the test capabilities at elevated temperature, 14-layer samples of Saertex X-C-PB-555 (NCF, areal weight 555 g/m2, 15 g/m2 binder, CNC-cut to 120 mm x 120 mm in uniform stacking) were tested in dry state and a relaxation period of 60 min. As shown in , tests were conducted at room temperature and seven elevated temperature levels between 60 °C and 140 °C. Considerable changes in relaxation behaviour appeared at 60 °C, while significant changes were measured at 80 °C, 20 °C below the processing temperature of over 100 °C recommended in the technical datasheet of the material. Raising the test temperature to a level above 100 °C does not yield any further changes in the material behaviour.
Figure 4. Overview of dry relaxation measurements of a bindered textile at room and elevated temperatures. At each temperature level five measurements with a relaxation time of 1 h were conducted.

The low level of scatter in the resulting data indicates that the temperature control of the test-rig works reliably, even on long time scales.
4. Conclusion
The results from the dry relaxation tests in both test configurations closely matched those obtained from the previous generation test-rig as well as the overall findings of the 2020 benchmark exercise. A comparison of the results of ex-ante wet compaction and of in-situ impregnation shows that the in-situ test method cannot provide comparative results for pwet; max, as saturation takes place in an already compacted state, in contrast to the ex-ante methods wet compaction, which takes place after complete saturation outside of the test area. Nevertheless, it can be stated that the pwet; end values obtained show a high degree of comparability with a simultaneously significantly lower standard deviation compared to the IBE 2020. This leads to the conclusion that the novel in-situ test method presented here allows to effectively measure the dry and wet compression behaviour of technical fabrics while enabling analysis of the material response during impregnation. The novelty of the presented test-rig and the developed test method lies in its ability to independently combine material compaction procedures (relaxation – retardation), test temperature (room temperature – elevated temperature), and saturation method (ex-ante – in-situ). This not only enhances the overall testing capabilities but also represents a significant step towards an industrial process-like testing method in a laboratory setting with a high sensor density for improved material analysis. Additionally, this approach reduces material consumption and the number of required tests by half, minimizes test uncertainty through reduced material handling, and ultimately provides reliable results while encompassing all the necessary information for a comprehensive analysis of compaction behaviour.
Acknowledgements
The authors kindly acknowledge the financial support provided by the Austrian Ministry for Transport, Innovation and Technology within the frame of the FTI initiatives ‘Evolution#4’, which is administered by the Austrian Research Promotion Agency (FFG).
Disclosure statement
No potential conflict of interest was reported by the author(s).
Data availability statement
The data that support the findings of this study are available from the corresponding author, Marcel Bender, upon reasonable request.
References
- Kowalski M. Fast RTM: a technically and economically optimised solution. JEC Compos Mag. 2018;121:34–35.
- Biribicchi R. CFRP composites manufacturing trends. JEC Compos Mag. 2019;129:12–14.
- Witten E, Mathes V. Der Markt für Glasfaserverstärkte Kunststoffe (GFK) 2019: marktentwicklungen,Trends, Ausblicke undHerausforderungen; 2019.
- Yong A, Aktas A, May D, et al. Experimental characterisation of textile compaction response: a benchmark exercise. Compo A Appl Sci Manuf. 2021;142:106243. doi: 10.1016/j.compositesa.2020.106243.
- Wu W, Jiang B, Xie L, et al. Effect of compaction and preforming parameters on the compaction behavior of bindered textile preforms for automated composite manufacturing. Appl Compos Mater. 2013;20(5):907–926. doi: 10.1007/s10443-012-9308-1.
- Sousa P, Lomov SV, Ivens J. Methodology of dry and wet compressibility measurement. Compo A Appl Sci Manuf. 2020;128:105672. doi: 10.1016/j.compositesa.2019.105672.
- Robitaille F, Gauvin R. Compaction of textile reinforcements for composites manufacturing. II: compaction and relaxation of dry and H2O-saturated woven reinforcements. Polym Compos. 1998;19(5):543–557. doi: 10.1002/pc.10128.
- Renaud J, Vernet N, Ruiz E, et al. Creep compaction behavior of 3D carbon interlock fabrics with lubrication and temperature. Compos A Appl Sci Manuf. 2016;86:87–96. doi: 10.1016/j.compositesa.2016.04.017.
- May D, Kühn F, Etchells M, et al. A reference specimen for compaction tests of fiber reinforcements. Adv Manuf Polym Compos Sci. 2019;5(4):230–233.