
 ?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.
?Mathematical formulae have been encoded as MathML and are displayed in this HTML version using MathJax in order to improve their display. Uncheck the box to turn MathJax off. This feature requires Javascript. Click on a formula to zoom.ABSTRACT
This paper investigates the effectiveness of feed rate, depth of cut, and cutting speed on material removal rate (MRR) and surface roughness (SR) of CNC lathe machines on AL6061 Materials. A combined use of Taguchi, Response Surface Methodology (RSM), and Genetic Algorithms (GA) is proposed to study and optimise turning processes. Firstly, the RSM with a fractional factorial design is implemented to indicate the significance and influence of process parameters on RSM and MRR. With the achieved data, regression models are formulated to present the relationship between control factors and the responses and are proven reliable in predicting through statistical analysis and validating experiment results. Further, a multi-objective genetic algorithm (GA) was used to obtain a Pareto solution set with multiple combinations of factors for optimal MRR and SR. Then, the best trade-off between process parameters is analysed to achieve desired quality outcomes. The results indicate that the proposed approach provides an effective solution for CNC Turning machines and can extend to similar problems in various fields.
1. Introduction
CNC machines, short for computer numerical control, including CNC lathes, are widely used and are an indispensable part of the machining industry. This high-precision turning can work with a wide range of raw materials like metals, alloys, wood, composites, or plastics. It helps to produce complex components with tight tolerance and consistent quality that could be difficult to achieve by conventional machines. Traditional machine methods depend a lot on the operators’ experience and require many tests because the labourers need to be familiar with the process setup to avoid mistakes. CNCs with highly automated ability and visualisation systems, in contrast, help to reduce human mistakes, predict the matching specifications, and reduce costs. Like other machining processes, the challenges for CNC manufacturers and operators mainly focus on low-cost manufacturing, productivity, energy efficiency, and high-quality performance. For CNC operation, Material Removal Rate (MRR) and Surface Roughness (SR) are two essential objectives for evaluating the productivity and quality of the process and product. SR directly impacts the functional performance of machined components, such as light reflectivity, lubricant transfer, surface friction, weldability, and adhesion (Romanova, Balokhonov, and Schmauder Citation2013). A smoother surface finish not only contributes to lower friction and wear between moving parts but also enhances the longevity and efficiency of mechanical elements. Surface finish also impacts the aesthetic appeal of products to attract customers. Besides SR, MRR is another measurement objective to evaluate productivity. MRR is calculated as the ratio of the amount of material removed from the workpiece per unit of time. Therefore, a higher MRR means more productivity in a shorter machining time. For efficiency in resource utilisation and cost-effectiveness in manufacturing, maximising MRR in CNC lathe machining is essential but challenging. Many parameters influence MRR, like material properties of cutting tool and workpiece, cutting conditions and machining parameters, etc. Although optimising MRR and surface roughness simultaneously allows manufacturers to meet increased efficiency without compromising quality, finding the Pareto parameter sets is not easy.
In recent years, researchers have used different approaches to tackle optimisation problems in lathe machining processes and to get desired outcomes. One of the most popular methodologies is the Design of Experiments (DOE) (Agrawal et al. Citation2022; Surya Citation2022; Vinoth Citation2021). DOE includes Factorial Design, Fractional Factorial Design, Response Surface Methodology, and Taguchi Design. VIJAY Verma et al. proposed using of a full factorial design to investigate the turning of AISI 316 stainless steel (Verma, Kumar, and Singh Citation2020). Their focus was on the optimal parameter set of velocity, feed rate and cut depth in the turning machine for minimising SR and maximising MRR. Similarly, Rayak et al. utilised the Taguchi technique to maximise MRR during the turning of SAE 1020 material on a CNC machine (Mukherjee, Kamal, and Kumar Citation2014). They adopted an L25 orthogonal array for three factors (speed, feed, and depth of cut). In the results, they found out that depth of cut and feed rate had the most significant influence on MRR, while speed had a smaller or negligible effect. C. Camposeco et al. optimised cutting parameters in turning AISI 1018 steel with a constant MRR using Taguchi, focusing on minimising cutting power (Camposeco-Negrete, Calderón-Nájera, and Miranda-Valenzuela Citation2013). Bachchhav et al. study the impact of drilling parameters and aluminium oxide (Al2O3) volume fraction on material removal rate (MRR), surface finish, and overcut in Al-Al2O3 metal matrix composites. Experimental analysis using Taguchi’s methodology identifies the most influential process parameters and optimises Al2O3 volume fraction for enhanced machining performance (Bachchhav, Salunkhe, and Naranje Citation2021). The Taguchi approach, which was developed by Japanese statistician and engineer Genichi Taguchi (Nguyen et al. Citation2020), has been proven to be a reliable experimental design strategy to optimise processes and enhance product quality by many researchers (Asiltürk and Akkuş Citation2011; Dave, Patel, and Raval Citation2012; Nalbant, Gökkaya, and Sur Citation2007). One of its strengths is high robustness achievement with fewer conducted experiments than a complete factorial experiment. Therefore, this technique has been widely used in different engineering fields to enhance the optimisation of process parameters at low cost while guaranteeing quality. In this method, signal-to-noise (S/N) ratio analysis is used to ‘identify control factors that reduce variability in a product or process by minimising the effects of noise factors’ (Chu et al. Citation2020; Pankaj et al. Citation2022). Maximising the S/N ratio means minimising the effects of uncontrollable factors and achieving optimal performance for the product or process. The signal-to-noise ratio formula is chosen depending on the purpose of the experiments. For continuous qualities, three different forms of S/N ratios in Equations (1) – (3) can be used shown in :
Table 1. Formula of signal-to-noise Ratio.
Besides the Taguchi method, Response Surface Methodology (RSM) is also widely used in studying the selected variables, their relationship, and their influence on corresponding outputs. It was developed by George E. P. Box and K. B. Wilson in 1951 (Pankaj et al. Citation2022); its primary objective is output optimisation. In RSM, the critical explanatory factors influencing the relevant response variable(s) can be estimated through a first-degree polynomial mode (Smith and Larson Citation2016). Typically, a low-order polynomial is applied to a subset of the independent variables. If the response aligns with a linear function, the first-order model is the approximation function in Equationequation (4)(4)
(4) .
In cases where the system exhibits curvature, necessitating a higher-degree polynomial, such as the second-order model, will bring more accurate results (Nguyen et al. Citation2022). This meticulous approach ensures a comprehensive understanding of the dynamic relationship between variables within the RSM framework, as shown in Equationequation (5)(5)
(5) .
As mentioned above, multi-objective optimisation presents challenges for manufacturers in cost reduction and quality improvement. In recent decades, Genetic Algorithms (GAs) have received more interest in tackling multi-objective optimisation problems. It represents a powerful class of metaheuristic algorithms inspired by the principles of natural selection to navigate solution spaces efficiently. By adopting and varying operators like mutation, crossover, and selection, this evolutionary approach enables exploring local and global solutions, iteratively refining and converging towards optimal or near-optimal solutions (Katoch, Chauhan, and Kumar Citation2021). GA has found widespread application in solving complex optimisation problems across various fields.
While many papers regarding the turning process have been published, studying multi-objective optimisation problems in this process with specific materials remains vital. One reason is that different materials exhibit unique machining characteristics, necessitating tailored optimal parameter setups. However, these still mainly depend on the skill or experience of the operators at present. In addition, advancements in hybrid methodologies can offer a comprehensive framework to explore complex interactions between variables and objectives (Chu et al. Citation2020; Datta and Majumder Citation2010; Tzeng et al. Citation2009). This integration can bring new insight compared to traditional methods.
This research proposes a hybrid method to solve the optimisation of turning processes for aluminium AL6061, a widely used material in various industries with an excellent combination of mechanical properties, high corrosion resistance, and good formability (Kathmore et al. Citation2023). The investigation aids in refining machining parameters to achieve a balance between conflicting objectives, like maximising MRR while minimising RA. The paper combines Taguchi, Response Surface Methodology (RSM), and Genetic Algorithms (GA) to study and optimise turning processes for specific materials effectively. This novel combination can also be applied for machining parameter setups and analysing influences or relationships in different optimisation applications.
2. Experimental design implementation and optimization
2.1. Experimental setup and data generation
The project discusses optimising the lathe process. The responses are MRR and Roughness finish (SR), by adjusting cutting parameters: depth of cut, cutting speed, and feed rate (). The levels of control factors are selected based on the recommended safety range of the machine and operation setup options.
Table 2. Control factors and their levels.
L9 Taguchi orthogonal array, which requires nine treatment combination runs, is adopted in this paper. The machining process is implemented with changes in the L9 orthogonal array, including the feed rate, cutting speed, and depth of cut. Each workpiece is marked with an ID number and placed into the Lathe Machine to proceed with cutting with the parameter adjustment from the machine’s control panel. The workpieces are made of aluminium with a cylindrical shape and have dimensions of 40 mm (about 1.57 in) and 70 mm (about 2.76 in) in diameter and length, respectively, with a weight of 0.237 kg/pc () and are processed on a LB3000 Ex II Okuma lathe CNC machine in a water-mixed cutting oil environment (). Despite being the second most commonly used metal in the world after iron, aluminium was chosen for its exceptional properties, including its lightweight nature, substantial malleability, ease of operation, superior corrosion resistance, and excellent thermal and electrical resistance. Aluminium 6061 also offers a wide range of tensile strength from 240 MPa up to 310 MPa and is recyclable, making it an ideal material for this study. The chemical properties of the AL6061 material used for this paper are shown in .
Figure 1. Workpieces after conducting experiment.
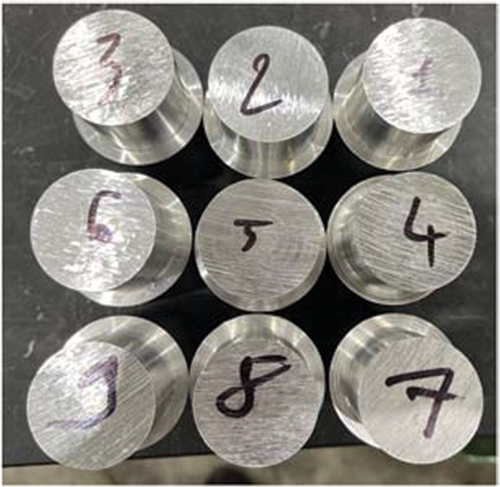
Figure 2. LB3000 ex II Okuma CNC lathe machine.

Figure 3. Chemical properties of AL6061.

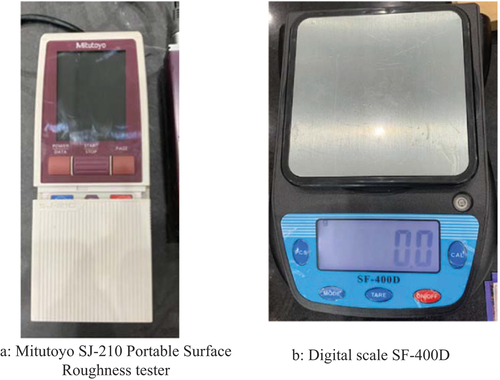
The experiments were implemented with the consideration of MRR, and SR was measured with the help of technical skills and a Mitutoyo SJ-210 Portable Surface Roughness tester (). The roughness level was tested on each workpiece three times at random positions in order to maintain reliability, and only valid values were taken. The average values are then calculated and recorded for the final analysis. The weight of workpieces was recorded before and after the machining process to calculate the material removal rate with the change of parameters in . MRR is calculated by dividing the weight difference of each workpiece before and after machining by the product of its material distribution density and processing time in Equationequation (6)(6)
(6) .
Figure 4. (a). Mitutoyo SJ-210 portable surface roughness tester, (b) Digital scale SF-400D.
Where, is workpiece’s weighted before being turned;
is workpiece’s weighted after being turned;
T(second) is machining time;
is material density
.
2.2. Experimental results and data collections
In the paper, multiple repetitions are performed to enhance the robustness of the experiment by accounting for variability. Conducting multiple repetitions helps to average out the effects of random variations, providing a more accurate assessment of the signal and reducing the impact of noise. In this paper, each combination run was conducted three times to create a set of 27 outcomes for experimental design analysis, as shown in .
Table 3. L9 Taguchi design and experiment results.
This research wants to minimise SR. Therefore, the type of S/N analysis is smaller-is-better, and equation (3) is applied. The goal of the study also is to maximise MRR. So, the larger-is-better S/N ratio, calculated as in equation (2), is chosen. The S/N ratios for MRR and SR are calculated and shown in .
Table 4. S/N response table for MRR and SR.
displays the average of the S/N value corresponding to the primary factors at their specific levels. In the table, the delta value is the difference between the highest average S/N ratio minus the lowest one for levels of one factor. The delta values were used to rank the input factor’s influences on the output’s variability.
2.3. Experimental results and data analysis
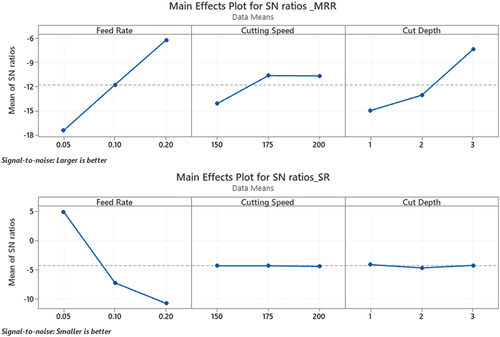
displays the mean S/N ratio versus parameter level for feed rate, cutting speed, and cut depth. and the signal-to-noise plots show that feed rate has the most significant impact on SR and MRR. Increasing the feed rate can enhance material removal rates, albeit at the cost of a rougher surface. Specifically, varying the cutting speed from 150 to 200 mm/min and cut depth from 1 to 3 mm have a feeble influence on SR. However, higher cutting speed and cut depth contribute to improved material removal rates. Cut depth has a more pronounced impact on material removal rate than cutting speed. From the plots, we can interpret that, in order to yield the minimum SR, the feed rate should be at the first level, depth cut at the first level, and cutting speed at the lowest level, too. For the case of MRR, it is best to choose the third level of Feed rate, second level of Cutting speed, and third level of Cut depth. ‘s bold numbers show the most effective levels.
Figure 5. Main effect plot for signal-to-noise ratio of MRR and SR.
In the next phase, the research employs RSM for modelling and optimising a response variable by exploring the relationship between input factors and the responses. The variance analysis was used to study the effect of feed rate, cutting speed, and depth of cut on MRR and SR. With a confidence level of 90%, the p-value of a parameter less than 0.1 is considered significant, or that factor strongly influences the response. From , the feed rate was the most influential factor affecting both MRR and SR, with contributions of 63.7% and 99.7%, respectively. Cutting depth also influences the MRR with a contribution of 33.1%, while it does not impact SR when varying from 1 mm to 3 mm depth value. The variant of cutting speed from 150 to 200 m/min almost does not impact the quality of SR as well as MRR when machining AL6061.
Table 5. ANOVA table for MRR and SR.
The mathematical models that present the functional relationship between the process’s control parameters and responses can be represented by the second-order polynomial EquationEquations (7)(7)
(7) and (Equation8
(8)
(8) ). R-squared (R2) is a statistical measure that measures how well the regression model matches the data. The R2 of MRR and SR regression models have values of 99.82% and 99.71%, respectively. These values suggest that the regression models in EquationEquation (7)
(7)
(7) and EquationEquation (8)
(8)
(8) adequately explain the variation in the response variable.
2.4. Results and discussions
Using the response optimiser function in Minitab, the maximal MRR could reach approximately 0.76 (cm3/s) and be achieved at the feed rate of 0.2 (mm/rev), cutting speed of 181.818 m/min, and cutting depth of 3 mm. The minimal SR was predicted at 0.55 µm and achieved at 0.05 mm/rev feed rate, 200 m/min cutting speed, and 3 mm cut depth. The results for the predicted parameter set for MRR and SR were validated. The experiment results are 0.7748 (cm3/s) for MRR and 0.5253 µm SR, with 2% and 5% errors compared with the predicted MRR and SR optimal values. The results prove the regression models’ reliability for MRR and SR as shown in .
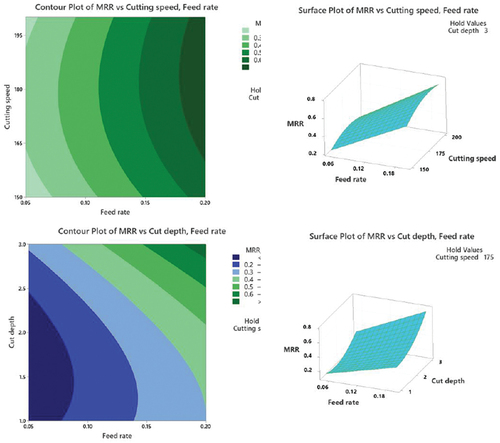
Based on the results in , it is evident that the MRR value linearly increases with the feed rate. A higher feed rate will result in a better MRR value. However, a low feed rate will be advantageous for good SR. Increasing feed rate value has a negative impact on the quality of SR following the curvature line. For lathing AL6061 workpieces, the influence level of feed rate on MRR and SR does not depend on the value of cutting speed. These two parameters act independently. However, the effect of the feed rate on MRR is somehow dependent on the cutting depth level. At each level of cutting depth, the magnitude of the feed rate influence on MRR is different in .
Figure 6. Main effect plot for means of MRR and SR (software minitab 19).
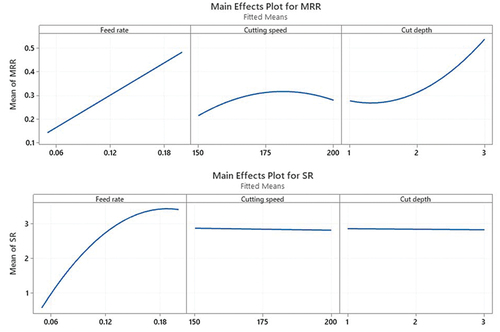
Figure 7. Contour and 3D surface plots depicting the main factor interactions on MRR (software minitab 19).
3. Multi-objective optimisation and discussion
The study employed the NSGA-II genetic algorithm built into the MATLAB environment to address a multi-objective optimisation problem. The objectives were to minimise SR and maximise MRR concurrently. The achieved regression models for MRR and SR were optimised simultaneously using the NSGA-II algorithm, which was configured with a population size of 200, a maximum number of generations set at 100, a crossover probability of 0.8, a mutation probability of 0.2, and employed tournament selection. The results, presented in and , showcase the Pareto optimal solutions. These solutions represent the best trade-off decisions between the conflicting objectives of MRR maximisation and SR minimisation. The Pareto front in illustrates solutions where improving one objective comes at the expense of the other, offering valuable insights into the optimal compromise in the decision-making process.
Figure 8. Pareto front (software MATLAB 2018a).
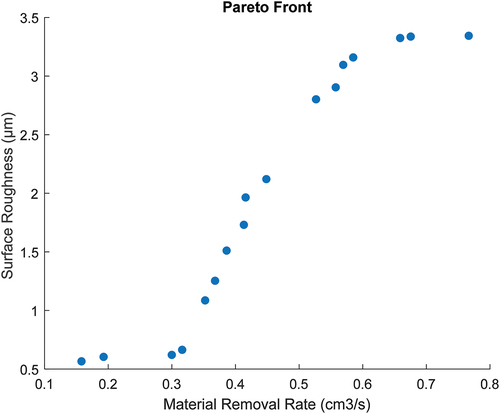
Table 6. Pareto-optimal set.
4. Conclusions and future works
This paper significantly contributes to CNC lathe machine optimisation in turning AL6061 material by comprehensively addressing multi-objective optimisation of feed rate, cutting speed, and depth of cut parameters. By employing diverse methodologies such as Taguchi, RSM, and GA, the study provides valuable insights into the main factors and their interactions affecting Material Removal Rate and Surface Roughness. The research identifies feed rate as the most impactful factor on MRR and SR, showcasing its role in influencing both parameters. Cutting speed and depth of cut within specific ranges exhibit less pronounced effects on surface roughness compared to feed rate. Moreover, the paper reveals the intricate interaction between feed rate and depth of cut on MRR, with varying magnitudes at different levels of the depth of cut. The findings extend beyond lathe machines, offering a versatile reference for other machines and processes. Overall, the integrated diverse methodologies, i.e. Taguchi, RSM, and GA, bring new insight compared to traditional methods and offer a comprehensive framework to explore complex interactions between variables and objectives. This integrated approach and detailed results presented in the paper provide a valuable foundation for further multi-objective optimisation studies in manufacturing processes.
Author contribution
Dr. Vi Nguyen is a primary contribution to this research. She is responsible to research design, outcome analysis and integration. Mr. Hieu Do is responsible for collecting and processing the data. Dr. Thanh Tran is responsible for supervising the research process and develop the paper. He also had some value comment on the research design and how to validate the result. In addition, Dr. Vi Nguyen and Mr. Hieu Do actively join in the result discussion of the paper and review the manuscript for approval.
Ethics approval
The authors consciously assure that the manuscript has not been published and is not under consideration for publication elsewhere.
Consent to participate
All the authors voluntarily agree to participate in this research study.
Consent for publication
All authors consent to the publication of the manuscript, should the article be accepted by the Editor-in-chief upon completion of the refereeing process
Disclosure statement
No potential conflict of interest was reported by the author(s).
Data availability statement
The experimental datasets obtained from this research work and then the analysed results during the current study are available from the corresponding author on reasonable request.
Additional information
Funding
Notes on contributors
Vi Nguyen
Vi Hong Nguyen, a lecturer in Sustainable Product Development, Department of the Global Production Engineering Management (GPEM), Faculty of Engineering. Dr. Vi got a PhD degree in Mechanical Engineering (2017), Old Dominion University, USA. She has several years of working in industry and her research interests include the fields of sustainable development, environmentally friendly manufacturing processes, advanced manufacturing technology, and production planning.
Hieu Do
Hieu Do is a GPEM Laboratory group leader, Department of the Global Production Engineering Management (GPEM), Faculty of Engineering, Vietnamese-German University. He has several years of working in industry and his research interests including CAD Manufacturing Process Mechanics Design Engineering, Drawing Computer-Aided Engineering Machining CNC Machining CNC Programming.
Thanh Tran
Thanh Tran received his first PhD degree in Mechanical Engineering from Jeju National University, South Korea (2012) then his second PhD degree in Aerospace Engineering, Old Dominion University, United States (2016). Prior to joining RMIT Vietnam, Thanh was a lecturer cum academic coordinator at Vietnamese-German University and department chair of Mechanical Engineering program at Hanoi University of Mining and Geology, Vietnam. Thanh’s teaching and research focuses on solid mechanics, FEM, dynamics and control, industry 4.0, automation technology. He is the author and co-author of more than 35 peer reviewed articles and book chapters. Thanh has been working on many research projects on IoT technology, intelligent control, automation system, industrial robot, and computational intelligence, advanced manufacturing technology.
References
- Agrawal, R., N. Kumar, K. Parvez, A. Srivastava, and M. S. Alam. 2022. “Optimization of Cutting Force via Variable Feed Rate in Dry Turning Lathe of AISI 304.” In Materials Today: Proceedings 64 (3): 1182–1187.
- Asiltürk, İ., and H. Akkuş. 2011. “Determining the Effect of Cutting Parameters on Surface Roughness in Hard Turning Using the Taguchi Method.” Measurement 44 (9): 1697–1704. https://doi.org/10.1016/j.measurement.2011.07.003.
- Bachchhav, B. D., Sachin Salunkhe, and Vishal Naranje. 2021. “Drilling of High Volume Fraction Al2O3 Metal Matrix Composites.” Materials Performance and Characterization 10 (1): 317–327.
- Camposeco-Negrete, C., J. Calderón-Nájera, and J. Miranda-Valenzuela. 2013. “Optimization of Cutting Parameters in Turning of AISI 1018 Steel With Constant Material Removal Rate Using Robust Design for Minimizing Cutting Power.” In Proceedings of the ASME 2013 International Mechanical Engineering Congress and Exposition, San Diego, California, USA, V02BT02A023. American Society of Mechanical Engineers. https://doi.org/10.1115/IMECE2013-6252.
- Chu, W.-L., M.-J. Xie, L.-W. Wu, Y.-S. Guo, and H.-T. Yau. 2020. “The Optimization of Lathe Cutting Parameters Using a Hybrid Taguchi-Genetic Algorithm.” IEEE Access 8:169576–169584. https://doi.org/10.1109/ACCESS.2020.3022648.
- Datta, R. and A. Majumder. 2010. “Optimization of Turning Process Parameters Using Multi-Objective Evolutionary Algorithm.” In IEEE Congress on Evolutionary Computation, Barcelona, Spain, 1–6. IEEE. https://doi.org/10.1109/CEC.2010.5586296.
- Dave, H., L. Patel, and H. Raval. 2012. “Effect of Machining Conditions on MRR and Surface Roughness During CNC Turning of Different Materials Using TiN Coated Cutting Tools–A Taguchi Approach.” International Journal of Industrial Engineering Computations 3 (5): 925–930. https://doi.org/10.5267/j.ijiec.2012.04.005.
- Kathmore, Pramod, Bhanudas Bachchhav, Somnath Nandi, Sachin Salunkhe, Palanisamy Chandrakumar, Emad Abouel Nasr, and Ali Kamrani. 2023. “Prediction of Thrust Force and Torque for High-Speed Drilling of AL6061 with TMPTO-Based Bio-Lubricants Using Machine Learning.” Lubricants 11 (9): 356.
- Katoch, S., S. S. Chauhan, and V. Kumar. 2021. “A Review on Genetic Algorithm: Past, Present, and Future.” Multimedia Tools & Applications 80 (5): 8091–8126. https://doi.org/10.1007/s11042-020-10139-6.
- Mukherjee, S., A. Kamal, and K. Kumar. 2014. “Optimization of Material Removal Rate During Turning of SAE 1020 Material in CNC Lathe Using Taguchi Technique.” Procedia Engineering 97:29–35. https://doi.org/10.1016/j.proeng.2014.12.221.
- Nalbant, M., H. Gökkaya, and G. Sur. 2007. “Application of Taguchi Method in the Optimization of Cutting Parameters for Surface Roughness in Turning.” Materials & Design 28 (4): 1379–1385. https://doi.org/10.1016/j.matdes.2006.01.008.
- Nguyen, V., F. Altarazi, T. Tran, and J. Hu. 2022. “Optimization of Process Parameters for Laser Cutting Process of Stainless Steel 304: A Comparative Analysis and Estimation with Taguchi Method and Response Surface Methodology.” Mathematical Problems in Engineering 2022:1–14. https://doi.org/10.1155/2022/6677586.
- Nguyen, V., T. Huynh, T. Nguyen, and T. Tran. 2020. “Single and Multi-Objective Optimization of Processing Parameters for Fused Deposition Modeling in 3D Printing Technology.” International Journal of Automotive and Mechanical Engineering 17 (1): 7542–7551. https://doi.org/10.15282/ijame.17.1.2020.03.0558.
- Pankaj, A. V., F. Nazir, W. Zhang, and M. Guo. 2022. “Development of a CAE Modeling Technique for Heavy Duty Cargo Weight Using a DFSS Methodology.” SAE International Journal of Advances and Current Practices in Mobility 5 (2022–01–0774): 558–566. https://doi.org/10.4271/2022-01-0774.
- Romanova, V., R. Balokhonov, and S. Schmauder. 2013. “Numerical Study of Mesoscale Surface Roughening in Aluminum Polycrystals Under Tension.” Materials Science and Engineering: A 564:255–263. https://doi.org/10.1016/j.msea.2012.12.004.
- Smith, J., and C. Larson. 2016. “Statistical Approaches in Surface Finishing. Part 1. Introductory Review and Parametric Hypothesis Testing.” Transactions of the IMF 94 (6): 288–293.
- Surya, M. S. 2022. “Optimization of Turning Parameters While Turning Ti-6Al-4V Titanium Alloy for Surface Roughness and Material Removal Rate Using Response Surface Methodology.” In Materials Today: Proceedings 62 (6): 3479–3484. https://doi.org/10.1016/j.matpr.2022.04.300.
- Tzeng, C.-J., Y.-H. Lin, Y.-K. Yang, and M.-C. Jeng. 2009. “Optimization of Turning Operations with Multiple Performance Characteristics Using the Taguchi Method and Grey Relational Analysis.” Journal of Materials Processing Technology 209 (6): 2753–2759. https://doi.org/10.1016/j.jmatprotec.2008.06.046.
- Verma, V., J. Kumar, and A. Singh. 2020. “Optimization of Material Removal Rate and Surface Roughness in Turning of 316 Steel by Using Full Factorial Method.” Materials Today: Proceedings 25 (4): 793–798. https://doi.org/10.1016/j.matpr.2019.09.029.
- Vinoth, V. 2021. “Optimization of Process Parameters in Turning of Aluminum Alloy Using Response Surface Methodology.” Materials Today: Proceedings 46 (19): 9462–9468. https://doi.org/10.1016/j.matpr.2020.03.236.